–Ш–љ—В–µ—А–µ—Б–љ–Њ–µ –њ—А–µ–і–ї–Њ–ґ–µ–љ–Є–µ
–Т—Е–Њ–і
–°—В–∞—В–Є—Б—В–Є–Ї–∞


| –Ю–±–Ј–Њ—А –±—О–і–ґ–µ—В–љ–Њ–≥–Њ –І–Я–£ —Д—А–µ–Ј–µ—А–∞ CNC 3018 |
| –Ю–±–Ј–Њ—А—Л |
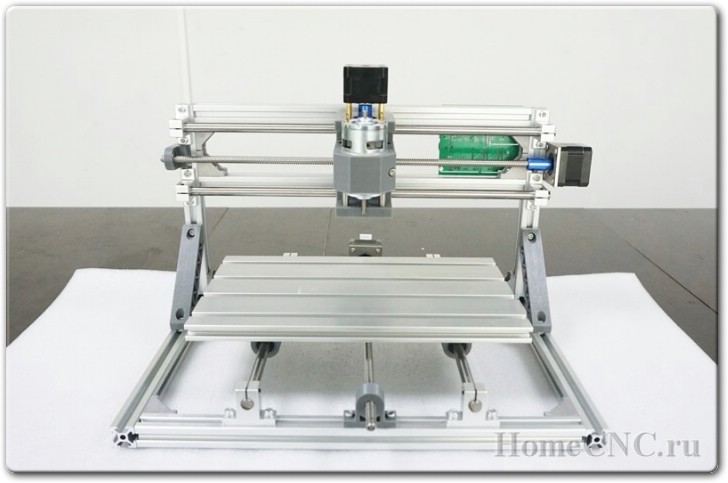
–І–Я–£ —Б—В–∞–љ–Њ–Ї CNC 3018 —Б –Ъ–Є—В–∞—ПUPD: –£ —Н—В–Њ–≥–Њ –І–Я–£ —Б—В–∞–љ–Ї–∞ –њ–Њ—П–≤–Є–ї–∞—Б—М –љ–Њ–≤–∞—П –≤–µ—А—Б–Є—П —Б –±–Њ–ї–µ–µ –ґ–µ—Б—В–Ї–Њ–є —А–∞–Љ–Њ–є, –Љ–µ–љ—И–µ–є —Ж–µ–љ–Њ–є –Є –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М—О —Г—Б—В–∞–љ–Њ–≤–Ї–Є –ї–∞–Ј–µ—А–∞! - –°–Љ–Њ—В—А–Є—В–µ —Б—В–∞—В—М—О –Ю–±–Ј–Њ—А –Є –Њ—В–Ј—Л–≤—Л –љ–∞ –І–Я–£ —Б—В–∞–љ–Њ–Ї 3018 PRO –Ґ–∞–Ї –ґ–µ —Б–Љ–Њ—В—А–Є—В–µ —Б—В–∞—В—М—О –њ—А–Њ –љ–∞—Б—В—А–Њ–є–Ї—Г —Б—В–∞–љ–Ї–∞ –Є –Я–Ю –Ї –љ–µ–Љ—Г: –Э–∞—Б—В—А–Њ–є–Ї–∞ –Є –Њ—В–Ј—Л–≤—Л –І–Я–£ —Б—В–∞–љ–Ї–∞ 3018. –†–µ—И–Є–ї —П –њ—А–Є–Њ–±—Й–Є—В—М—Б—П –Ї —В–µ–Љ–µ –І–Я–£ —Б—В–∞–љ–Њ—З–Ї–Њ–≤, –Є –њ—А–Є–Ї—Г–њ–Є–ї —Б–µ–±–µ CNC 3018 –Ї–∞–Ї –і–ї—П –Њ–±—Й–µ–≥–Њ —А–∞–Ј–≤–Є—В–Є—П, —В–∞–Ї –Є –і–ї—П –љ–∞—А–µ–Ј–∞–љ–Є—П –љ–∞ –љ–µ–Љ –≤—Б—П–Ї–Њ–≥–Њ –і–Њ–±—А–∞ –Є–Ј —Д–∞–љ–µ—А–Њ–Ї –Є —В–µ–Ї—Б—В–Њ–ї–Є—В–∞. –Э–∞ —Д–Њ—А—Г–Љ–µ —Г–ґ–µ –њ—А–Њ—Б–Ї–∞–Ї–Є–≤–∞–ї–Є –Њ–±–Ј–Њ—А—Л –њ–Њ —В–µ–Љ–µ CNC, —П –±—Л —Е–Њ—В–µ–ї –њ–Њ–і–µ–ї–Є—В—М—Б—П —Б–≤–Њ–Є–Љ–Є –Њ—Й—Г—Й–µ–љ–Є—П–Љ–Є –Њ—В –њ–Њ–Ї—Г–њ–Ї–Є. –ѓ –љ–µ –±—Г–і—Г –њ–Њ–і—А–Њ–±–љ–Њ –Њ–њ–Є—Б—Л–≤–∞—В—М —Б–±–Њ—А–Ї—Г –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є ( –≤ –Ї–Њ–Љ–њ–ї–µ–Ї—В–µ –Є–і–µ—В –њ–Њ–і—А–Њ–±–љ–∞—П –Є–љ—Б—В—А—Г–Ї—Ж–Є—П, –і–∞ –Є –њ—А–Њ—Б—В–Њ –њ–Њ —Д–Њ—В–Њ–≥—А–∞—Д–Є–Є —Б—В–∞–љ–Ї–∞ –љ–∞ —Б—В—А–∞–љ–Є—Ж–µ —В–Њ–≤–∞—А–∞ —Б–Њ–±—А–∞—В—М —З—В–Њ-—В–Њ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ –Њ—З–µ–љ—М —В—П–ґ–µ–ї–Њ ) –∞ –њ–Њ—Б—В–∞—А–∞—О—Б—М –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –Є–Љ–µ–љ–љ–Њ –љ–∞ –≤–µ—Й–∞—Е, –Ї–Њ—В–Њ—А—Л–µ –≤—Л–Ј–≤–∞–ї–Є –Ј–∞—В—А—Г–і–љ–µ–љ–Є—П –Є–ї–Є –±—Л–ї–Є –љ–µ –Њ—З–µ–≤–Є–і–љ—Л.
–Э—О–∞–љ—Б—Л, –≤—Л–ї–µ–Ј—И–Є–µ –µ—Й–µ –љ–∞ —Н—В–∞–њ–µ —Б–±–Њ—А–Ї–Є.
–Т—В–Њ—А–Њ–µ, –Є —Б–∞–Љ–Њ–µ –Є–љ—В–µ—А–µ—Б–љ–Њ–µ – –Њ–і–µ–≤–∞–љ–Є–µ –њ–∞—В—А–Њ–љ–∞ —Ж–∞–љ–≥–Є –љ–∞ –≤–∞–ї –і–≤–Є–≥–∞—В–µ–ї—П. –Я–µ—А–≤—Л–є –і–≤–Є–≥–∞—В–µ–ї—М —Б –њ–∞—В—А–Њ–љ–Њ–Љ —П –Є—Б–њ–Њ—А—В–Є–ї – –љ–∞–≥—А–µ–ї —Д–µ–љ–Њ–Љ –њ–∞—В—А–Њ–љ, –Њ—Б—В—Г–і–Є–ї –і–≤–Є–≥–∞—В–µ–ї—М –≤ –Љ–Њ—А–Њ–Ј–Є–ї–Ї–µ, —Б–Њ–≤–Љ–µ—Б—В–Є–ї, –њ–∞—А–∞ –ї–µ–≥–Ї–Є—Е —Г–і–∞—А–Њ–≤ —З–µ—А–µ–Ј –і–µ—А–µ–≤—П—И–Ї—Г, –≤–∞–ї –Є–і–µ—В –Ї—А–∞–є–љ–µ —В—Г–≥–Њ, –њ–∞—А–∞ —Г–і–∞—А–Њ–≤ –њ–Њ—Б–Є–ї—М–љ–µ–µ… –Т –Њ–±—Й–µ–Љ –њ–∞—В—А–Њ–љ —Б–µ–ї –љ–∞ 8 –Љ–Љ –Є –≤—Б–µ, —Б–і–≤–Є–љ—Г—В—М –µ–≥–Њ —В–µ–њ–µ—А—М –љ–µ–≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –љ–Є –≤ –Њ–і–љ–Њ–Љ, –љ–Є –≤ –і—А—Г–≥–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є.
–Ф–≤–Є–≥–∞—В–µ–ї—М –Ї—А—Г—В–Є—В—Б—П, –Њ—Й—Г—В–Є–Љ—Л—Е —А—Г–Ї–Њ–є –ї—О—Д—В–Њ–≤ –љ–µ—В, –љ–Њ –Ј–≤—Г–Ї –Є–Ј –њ–Њ–і—И–Є–њ–љ–Є–Ї–Њ–≤ —Б—В–∞–ї –≥—А–Њ–Љ—З–µ. –Ф–Њ–њ—Г—Б–Ї–Є –љ–∞ –і–Є–∞–Љ–µ—В—А –≤–∞–ї–∞ –Є –њ–Њ—Б–∞–і–Њ—З–љ–Њ–≥–Њ –Њ—В–≤–µ—А—Б—В–Є—П –≤ –њ–∞—В—А–Њ–љ–µ –≥—Г–ї—П—О—В, –Є —Г –Ї–Њ–≥–Њ —В–Њ –Њ–љ –њ—А–Њ—Б—В–Њ –Њ–і–µ–≤–∞–µ—В—Б—П «–љ–∞ —Е–Њ–ї–Њ–і–љ—Г—О», –∞ –Ї—В–Њ-—В–Њ –љ–µ —Б–Љ–Њ–≥ –љ–Њ—А–Љ–∞–ї—М–љ–Њ –Њ–і–µ—В—М –Є «–љ–∞ –≥–Њ—А—П—З—Г—О». –Т—Л–≤–Њ–і –њ—А–Њ—Б—В – –і–ї—П —Г–≤–µ—А–µ–љ–љ–Њ—Б—В–Є –љ—Г–ґ–љ–Њ –≥—А–µ—В—М –њ–∞—В—А–Њ–љ –≥—А–∞–і—Г—Б–Њ–≤ –і–Њ 300 –Є –Њ–і–µ–≤–∞—В—М –Њ—З–µ–љ—М –±—Л—Б—В—А–Њ, –њ–Њ–Ї–∞ –њ–∞—В—А–Њ–љ –љ–µ –њ—А–Њ–≥—А–µ–ї –≤–∞–ї –Є –љ–µ —А–∞—Б—И–Є—А–Є–ї –µ–≥–Њ, –Є –љ–∞–і–µ—П—В—М—Б—П —З—В–Њ –≤—Л –љ–µ –њ–Њ–њ–∞–ї–Є –љ–∞ –Ї—А–∞–є–љ–Є–є —Б–ї—Г—З–∞–є, –Ї–Њ–≥–і–∞ –≤–∞–ї —Б –±–Њ–ї—М—И–Є–Љ –і–Њ–њ—Г—Б–Ї–Њ–Љ «–≤ –њ–ї—О—Б», –∞ –Њ—В–≤–µ—А—Б—В–Є–µ –≤ –њ–∞—В—А–Њ–љ–µ «–≤ –Љ–Є–љ—Г—Б». –Я–Њ—Б–ї–µ —П –њ–Њ–Љ–µ–љ—П–ї –і–≤–Є–≥–∞—В–µ–ї—М —Б –њ–∞—В—А–Њ–љ–Њ–Љ, –љ–∞–≥—А–µ–≤ –њ–Њ—Б–ї–µ–і–љ–Є–є –≤ –і—Г—Е–Њ–≤–Ї–µ. –°–µ–ї «–≤–њ—А–Є—В–Є—А–Њ—З–Ї—Г».  –Я—А–Њ–≤–Њ–і–∞, –Є–і—Г—Й–Є–µ –Ї –і–≤–Є–≥–∞—В–µ–ї—О, —П –њ–Њ–Ј–ґ–µ –Ј–∞–Љ–µ–љ–Є–ї –љ–∞ —Б–Є–ї–Є–Ї–Њ–љ–Њ–≤—Л–µ —Б —З—Г—В—М –±–Њ–ї—М—И–Є–Љ —Б–µ—З–µ–љ–Є–µ–Љ, —Г—Б–∞–і–Є–≤ —Б–Ї—А—Г—В–Ї—Г –Є–Ј –љ–Є—Е –≤ —В–µ—А–Љ–Њ—Г—Б–∞–і–Ї—Г. –Э–Є–Ї–∞–Ї–Є—Е —Б–Є—Б—В–µ–Љ –і–ї—П –Њ—А–≥–∞–љ–Є–Ј–∞—Ж–Є–Є –Ї–∞–±–µ–ї—М–љ–Њ–≥–Њ —Е–Њ–Ј—П–є—Б—В–≤–∞, –Ї—А–Њ–Љ–µ –і–µ—Б—П—В–Ї–∞ –љ–µ–є–ї–Њ–љ–Њ–≤—Л—Е —Б—В—П–ґ–µ–Ї, –≤ –Ї–Њ–Љ–њ–ї–µ–Ї—В–µ –љ–µ—В. –Я–Њ–Ї–∞ –±—Г–і–µ–Љ –і–Њ–≤–Њ–ї—М—Б—В–≤–Њ–≤–∞—В—М—Б—П –Ї–Њ–ї—Е–Њ–Ј–Њ–Љ. –°—А–∞–Ј—Г –≤—Л–≤–µ–і–µ–Љ —Й—Г–њ—Л Z –Є –Њ—А–≥–∞–љ–Є–Ј—Г–µ–Љ –Є–Љ –њ–∞—А–Ї–Њ–≤–Ї—Г. –Я—А–Є –≥—А–∞–≤–Є—А–Њ–≤–Ї–µ –њ–µ—З–∞—В–љ—Л—Е –њ–ї–∞—В –Њ–љ–Є –њ—А–Є–≥–Њ–і—П—В—Б—П –і–ї—П –њ–Њ–Є—Б–Ї–∞ –љ—Г–ї—П –њ–Њ Z –Є —Б–Њ—Б—В–∞–≤–ї–µ–љ–Є—П –Ї–∞—А—В—Л –≤—Л—Б–Њ—В –≤ Candle. 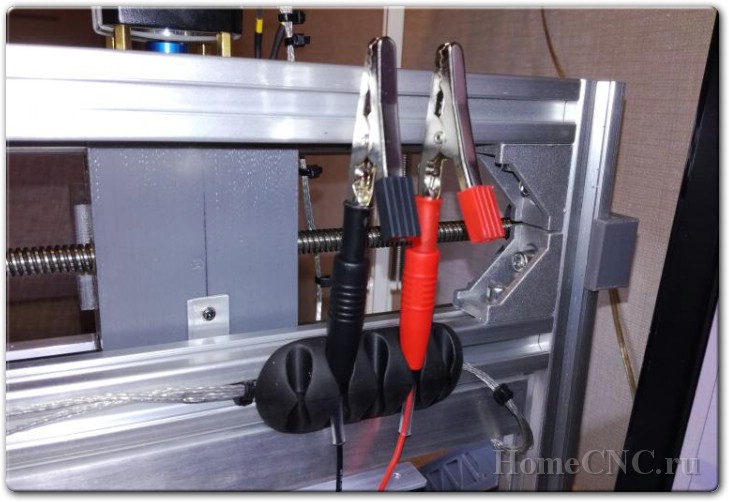 –Ґ—А–µ—В—М–µ. –Ь–љ–µ –љ–µ –њ–Њ–≤–µ–Ј–ї–Њ, –Є —Б—В–Њ–ї –њ—А–Є—И–µ–ї –Ї—А–Є–≤–Њ–є, —П –±—Л –і–∞–ґ–µ —Б–Ї–∞–Ј–∞–ї –і—Г–≥–Њ–Њ–±—А–∞–Ј–љ—Л–є. –ѓ –і–∞–ґ–µ –љ–µ —Б—В–∞–ї –њ—Л—В–∞—В—М—Б—П –µ–≥–Њ —Б—В–∞–≤–Є—В—М (–±–µ–Ј —И–∞–Љ–∞–љ—Б—В–≤–∞ —Б –њ–Њ–і–Ї–ї–∞–і—Л–≤–∞–µ–Љ –≤—Б—П–Ї–Њ–≥–Њ –њ—А–Є –Ї—А–µ–њ–ї–µ–љ–Є–Є –Ї —Б—В–Њ–ї—Г —Б—Г–њ–њ–Њ—А—В–Њ–≤ —Б –њ–Њ–і—И–Є–њ–љ–Є–Ї–∞–Љ–Є –Є –≥–∞–є–Ї–Њ–є —Е–Њ–і–Њ–≤–Њ–≥–Њ –≤–Є–љ—В–∞ –Њ–љ –±—Л –≤–Њ–Њ–±—Й–µ –љ–µ –Љ–Њ–≥ —Е–Њ–і–Є—В—М –њ–Њ –≤–∞–ї–∞–Љ), –∞ —Б—А–∞–Ј—Г –љ–∞–њ–Є—Б–∞–ї –њ—А–Њ–і–∞–≤—Ж—Г –Є –љ–∞ —Б–ї–µ–і—Г—О—Й–Є–є –і–µ–љ—М –њ–Њ–ї—Г—З–Є–ї —В—А–µ–Ї –Ї–Њ–і –њ–Њ—Б—Л–ї–Ї–Є, –≤ –Ї–Њ—В–Њ—А–Њ–є –њ—А–Є–µ—Е–∞–ї –љ–Њ–≤—Л–є —Б—В–Њ–ї, –Ї —Б—З–∞—Б—В—М—О, –њ—А—П–Љ–Њ–є.  –£—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ–Љ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–є —Б–Њ—Д—В. –Ґ–∞–Ї –±—Л —П –Є —Б–Є–і–µ–ї —Б–Њ —Б—В–∞—А–Њ–є –≤–µ—А—Б–Є–µ–є –њ—А–Њ—И–Є–≤–Ї–Є grbl 0.9j, –њ—А–Є–≤—П–Ј–∞–љ–љ—Л–є –Ї –≤–µ—А—Б–Є–Є Candle –љ–µ –≤—Л—И–µ 1.0.11, –љ–Њ —Б–ї—Г—З–Є–ї–∞—Б—М –µ—Й–µ –Њ–і–љ–∞ –љ–µ–њ—А–Є—П—В–љ–Њ—Б—В—М. –Я–Њ—Б–ї–µ «—В—Л–Ї–∞–љ—М—П» USB-–Њ—Б—Ж–Є–ї–ї–Њ–≥—А–∞—Д–Њ–Љ –љ–∞ –Ї–Њ–љ—В–∞–Ї—В—Л —И–њ–Є–љ–і–µ–ї—П –≤ —Ж–µ–ї—П—Е –њ–Њ—Б–Љ–Њ—В—А–µ—В—М —В–∞–Љ –®–Ш–Ь (DS205 —В–Њ–ї—М–Ї–Њ –њ—А–Є—И–µ–ї, –Є —Б—В–∞–љ–Њ–Ї —Б—В–Њ—П–ї –љ–∞ —Б—В–Њ–ї–µ, —П –љ–µ —Г–і–µ—А–ґ–∞–ї—Б—П, –Є –њ—А–µ–і–≤–Њ—Б—Е–Є—Й–∞—П –љ–∞–њ–∞–і–Ї–Є —Б—А–∞–Ј—Г —Г–Ї–∞–ґ—Г – –Њ–љ –±—Л–ї –њ–Њ–і–Ї–ї—О—З–µ–љ –Ї –љ–Њ—Г—В–±—Г–Ї—Г, —А–∞–±–Њ—В–∞—О—Й–µ–Љ—Г –Њ—В –±–∞—В–∞—А–µ–Є) –њ–ї–∞—В–∞ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞ –њ–µ—А–µ—Б—В–∞–ї–∞ –њ–Њ–і–∞–≤–∞—В—М –њ—А–Є–Ј–љ–∞–Ї–Є –ґ–Є–Ј–љ–Є –Є –љ–∞ –љ–µ–є –њ–Њ—Б—В–Њ—П–љ–љ–Њ –≥–Њ—А–µ–ї–Є —Б–≤–µ—В–Њ–і–Є–Њ–і—Л Rx –Є Tx. –С—Л–ї–Њ —А–µ—И–µ–љ–Њ –њ–µ—А–µ–Ї–Є–љ—Г—В—М –Љ–Є–Ї—А–Њ—Б—Е–µ–Љ—Г –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞ Atmega328P, –љ–Њ –і–∞–ґ–µ —Б–Њ —Б–љ—П—В–Њ–є –Љ–Є–Ї—А–Њ—Б—Е–µ–Љ–Њ–є (–∞–Ї–Ї—Г—А–∞—В–љ–Њ –≤—Л–Ї—Г—И–µ–љ–љ–Њ–є, —А—Г—З–Ї–∞ —Д–µ–љ–∞ –±—Л–ї–∞ –µ—Й–µ –≤ –њ—Г—В–Є –љ–∞ –Љ–Њ–Љ–µ–љ—В –∞–≤–∞—А–Є–Є) —Б–≤–µ—В–Њ–і–Є–Њ–і—Л –њ—А–Њ–і–Њ–ї–ґ–∞–ї–Є –њ–Њ—Б—В–Њ—П–љ–љ–Њ –≥–Њ—А–µ—В—М, —З—В–Њ —Г–Ї–∞–Ј—Л–≤–∞–ї–Њ –љ–∞ –≥–Є–±–µ–ї—М –Љ–Є–Ї—А–Њ—Б—Е–µ–Љ—Л CH340 (–њ—А–µ–Њ–±—А–∞–Ј–Њ–≤–∞—В–µ–ї—М USB-SERIAL TTL), –Є –Њ–љ–∞ –±—Л–ї–∞ –Ј–∞–Љ–µ–љ–µ–љ–∞. –Ъ–Њ–љ—В—А–Њ–ї–ї–µ—А Atmega328P –±—Л–ї –њ–Њ—Б—В–∞–≤–ї–µ–љ —З–Є—Б—В—Л–є, –≤—Б–µ –±—Л–ї–Њ —Б–Њ–µ–і–Є–љ–µ–љ–Њ –њ–Њ —Б—В–∞–љ–і–∞—А—В–љ–Њ–є —Б—Е–µ–Љ–µ –і–ї—П –Ј–∞–ї–Є–≤–Ї–Є bootloader-–∞ –≤ —З–Є–њ –Є –њ–Њ—Б–ї–µ–і—Г—О—Й–µ–є –Ј–∞–≥—А—Г–Ј–Ї–Є —Б–∞–Љ–Њ–є –њ—А–Њ—И–Є–≤–Ї–Є grbl 1.1f. 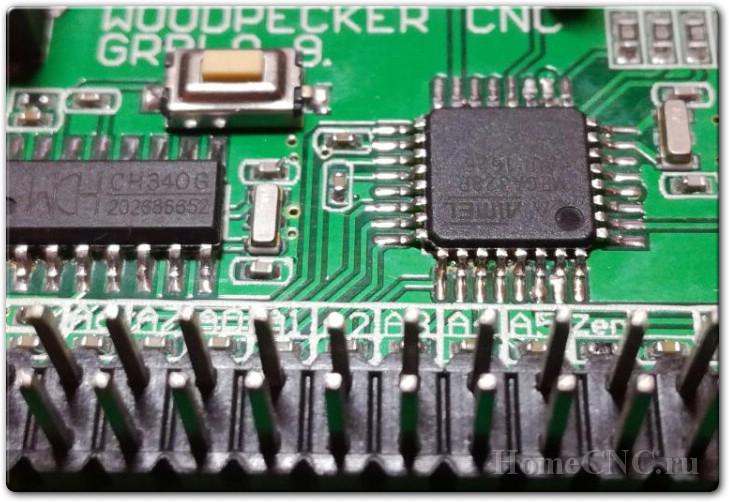 –Э–Њ —З—Г–і–∞ –љ–µ –њ—А–Њ–Є–Ј–Њ—И–ї–Њ, avrdude –≥–Њ–≤–Њ—А–Є–ї –Њ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–є —Б–Є–≥–љ–∞—В—Г—А–µ –Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞, –Є –і–∞–ґ–µ –њ–Њ—Б–ї–µ –µ–µ –њ–Њ–і–Љ–µ–љ—Л –Њ—В–Ї–∞–Ј—Л–≤–∞–ї—Б—П –љ–Њ—А–Љ–∞–ї—М–љ–Њ –Ј–∞–ї–Є–≤–∞—В—М bootloader. –Ґ–∞–љ—Ж—Л –≤–Њ–Ї—А—Г–≥ –њ—А–Њ—И–Є–≤–Ї–Є –њ—А–Њ–і–Њ–ї–ґ–∞–ї–Є—Б—М –µ—Й–µ –і–Њ–ї–≥–Њ, –Є —П –њ–µ—А–µ–є–і—Г —Б—А–∞–Ј—Г –Ї —В–Њ–Љ—Г —З—В–Њ —Б—А–∞–±–Њ—В–∞–ї–Њ — –і–ї—П –Є—Б–Ї–ї—О—З–µ–љ–Є—П –≤–ї–Є—П–љ–Є—П —Б–∞–Љ–Њ–є –њ–ї–∞—В—Л woodpecker –љ—Г–ґ–љ—Л–µ –љ–Њ–≥–Є Atmega328P –±—Л–ї–Є –њ—А–Є–њ–Њ–і–љ—П—В—Л –љ–∞–і –љ–µ–є –Є –Ї–Є–љ—Г—В—Л –њ—А–Њ–≤–Њ–і–Ї–Є –љ–∞–њ—А—П–Љ—Г—О –Ї Arduino NANO, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ–Њ–є –Ї–∞–Ї ISP. 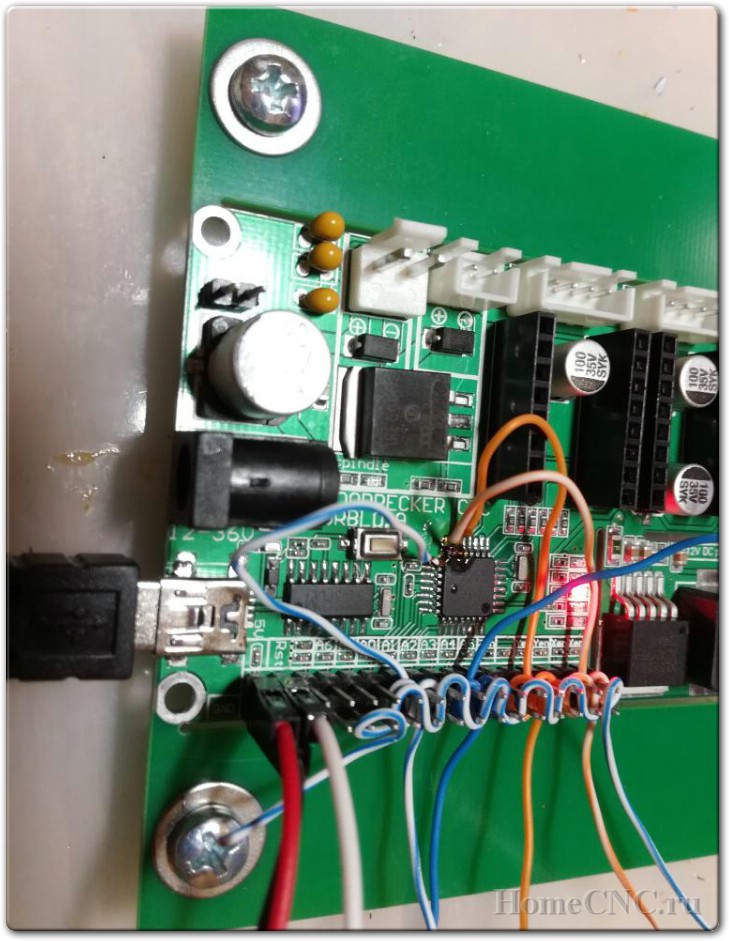 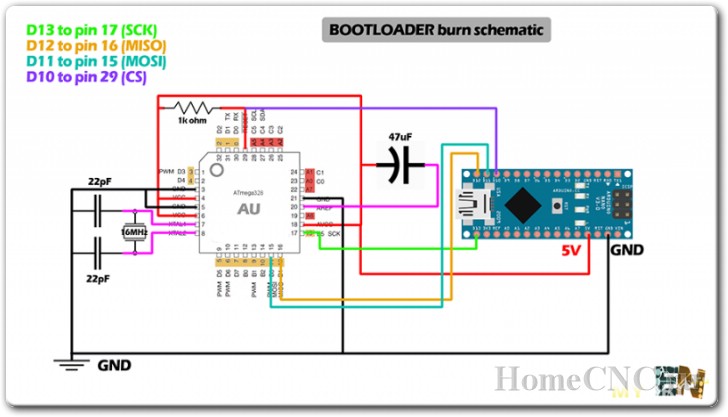
–Ш –Њ —З—Г–і–Њ, bootloader —Г—Б–њ–µ—И–љ–Њ –Ј–∞–ї–Є–ї—Б—П, —П –њ–Њ–і–Ї–ї—О—З–Є–ї USB –Ї —Б–∞–Љ–Њ–є –њ–ї–∞—В–µ woodpecker –Є —З–µ—А–µ–Ј XLoader –Ј–∞–ї–Є–ї –љ–Њ–≤—Г—О –њ—А–Њ—И–Є–≤–Ї—Г grbl 1.1f.20170801. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –љ–Њ–≥–Є –Љ–Є–Ї—А–Њ—Б—Е–µ–Љ—Л –±—Л–ї–Є –≤–Њ–Ј–≤—А–∞—Й–µ–љ—Л –љ–∞ –Ј–∞–Ї–Њ–љ–љ–Њ–µ –Љ–µ—Б—В–Њ. –≠–њ–Њ–њ–µ—П —Б –њ–Њ–ї–Њ–Љ–Ї–Њ–є –Є –њ–Њ—З–Є–љ–Ї–Њ–є –Ј–∞–љ—П–ї–∞ —В—А–Є –≤–µ—З–µ—А–∞, –Є –њ–Њ–і–љ—П–ї–∞ –Љ–Њ–є —Г—А–Њ–≤–µ–љ—М –Њ–±—Й–µ–љ–Є—П —Б —Б–Њ–≤—А–µ–Љ–µ–љ–љ—Л–Љ–Є –Љ–Є–Ї—А–Њ–Ї–Њ–љ—В—А–Њ–ї–ї–µ—А–∞–Љ–Є. –І–µ—А–µ–Ј –Ї–Њ–Љ–∞–љ–і–љ—Г—О —Б—В—А–Њ–Ї—Г –≤ Candle –Є–ї–Є –Љ–Њ–љ–Є—В–Њ—А –њ–Њ—А—В–∞ –≤ Arduino IDE –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –љ–∞—Б—В—А–Њ–Є—В—М –њ–∞—А–∞–Љ–µ—В—А—Л –њ—А–Њ—И–Є–≤–Ї–Є (—Г–Ї–∞–Ј–∞–љ—Л –Ј–љ–∞—З–µ–љ–Є—П, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л–µ –Љ–љ–Њ—О, –Ї–Њ—В–Њ—А—Л–µ –≤–њ–Њ–ї–љ–µ –Љ–Њ–≥—Г—В –љ–µ –њ–Њ–і–Њ–є—В–Є –і—А—Г–≥–Є–Љ): 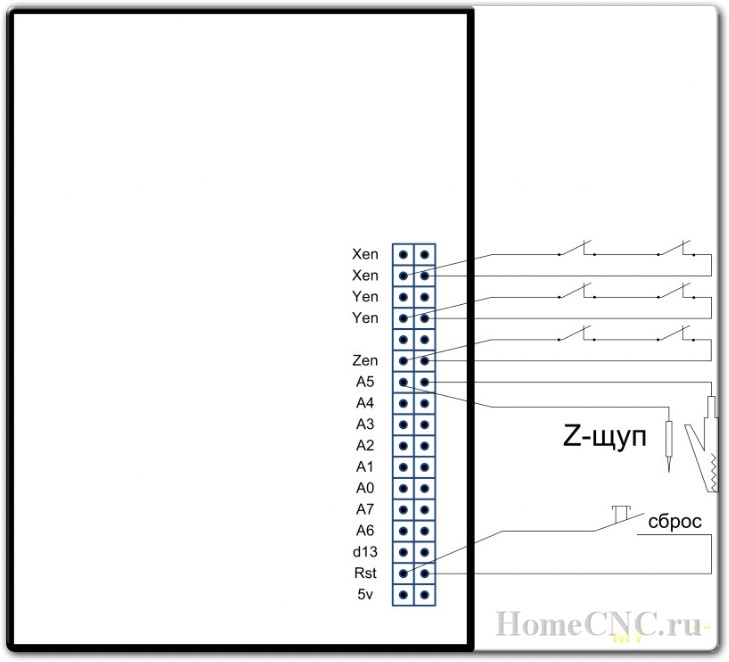 –Э–∞ –≥—А–µ–±–µ–љ–Ї–µ –њ–ї–∞—В—Л –≤—Л–≤–µ–і–µ–љ—Л –Ї–Њ–љ—В–∞–Ї—В—Л –і–ї—П –њ–Њ–і—Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Ї–Њ–љ—Ж–µ–≤–Є–Ї–Њ–≤, —В—П–љ—Г—В—М –ї–Є—И–љ–Є–µ –њ—А–Њ–≤–Њ–і–∞ –љ–µ —Б—В–Њ–Є—В, —В–∞–Ї –Ї–∞–Ї –Ї–Њ–љ—В–∞–Ї—В—Л –Ј–∞–њ–∞—А–∞–ї–ї–µ–ї–µ–љ—Л –і–ї—П –Ї–∞–ґ–і–Њ–є –Њ—Б–Є. –ѓ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї —Н–Ї—А–∞–љ–Є—А–Њ–≤–∞–љ–љ—Л–є –њ—А–Њ–≤–Њ–і, –љ–µ–Љ–љ–Њ–≥–Њ –∞–ї—О–Љ–Є–љ–Є–µ–≤–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П, –Ї—А–µ–њ–µ–ґ–∞ –Є –љ–µ–є–ї–Њ–љ–Њ–≤—Л—Е —Б—В—П–ґ–µ–Ї, –∞ —В–∞–Ї –ґ–µ —В–≤–Њ—А—З–µ—Б–Ї–Є–є –Ј–∞–њ–∞–ї. –Ъ –Ї–∞—А–µ—В–Ї–µ –Њ—Б–Є Z –≤–µ—Б—М –њ—А–Њ—Д–Є–ї—М –і–ї—П –Ї—А–µ–њ–ї–µ–љ–Є—П –Ї–Њ–љ—Ж–µ–≤–Є–Ї–Њ–≤ –Є —Г–њ–Њ—А—Л –Ї—А–µ–њ–Є–ї–Є—Б—М –Љ–µ–ї–Ї–Є–Љ–Є —Б–∞–Љ–Њ—А–µ–Ј–∞–Љ–Є —Б –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ—Л–Љ –Ј–∞—Б–≤–µ—А–ї–Є–≤–∞–љ–Є–µ–Љ –Є –њ—А–Њ–Ї–ї–µ–є–Ї–Њ–є –Њ—В–≤–µ—А—Б—В–Є—П. 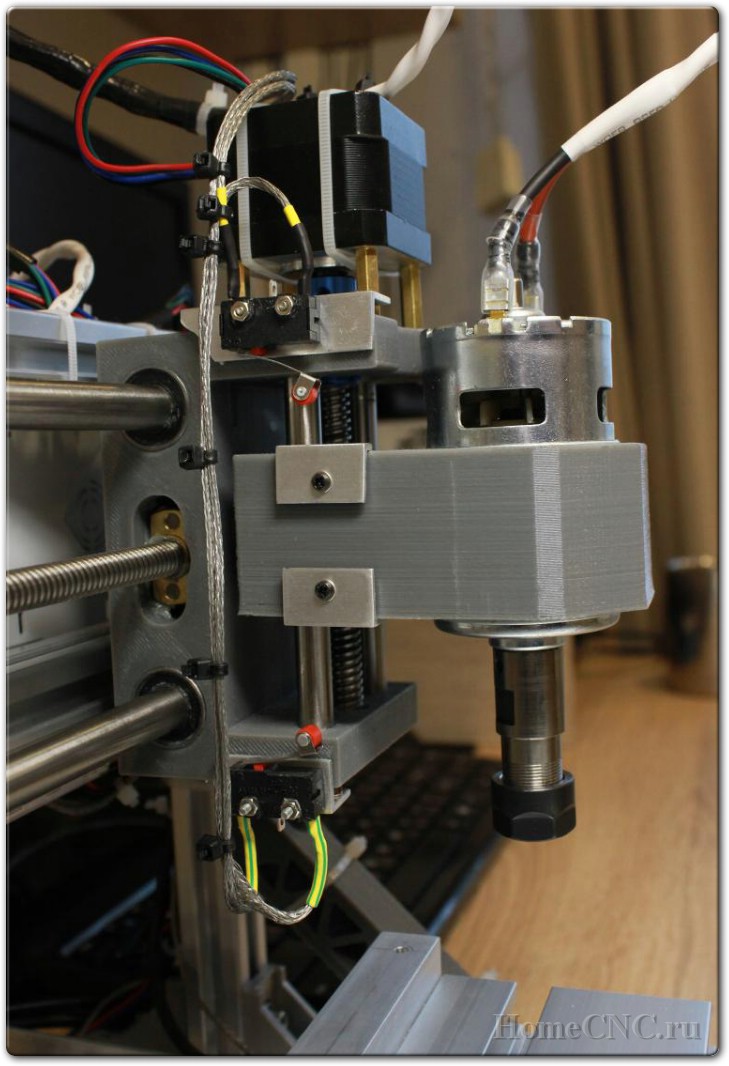 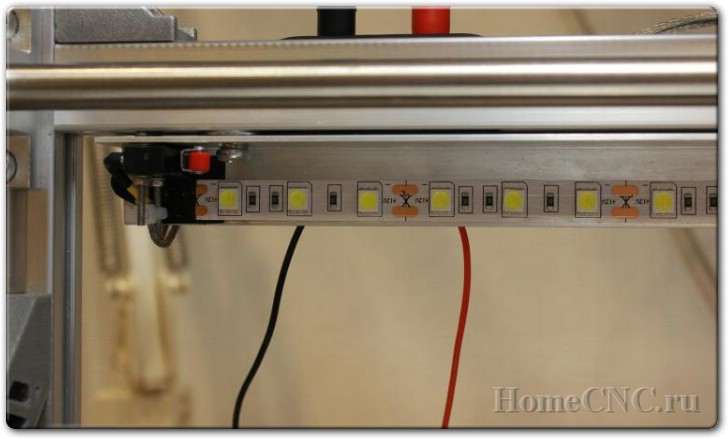 
–Я–Њ—Б–ї–µ —Б–±–Њ—А–Ї–Є —Н–ї–µ–Ї—В—А–Њ–Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–є —З–∞—Б—В–Є, –њ—А–Є—Б—В—Г–њ–∞–µ–Љ –Ї –љ–∞—Б—В—А–Њ–є–Ї–µ –њ—А–Њ—И–Є–≤–Ї–Є. 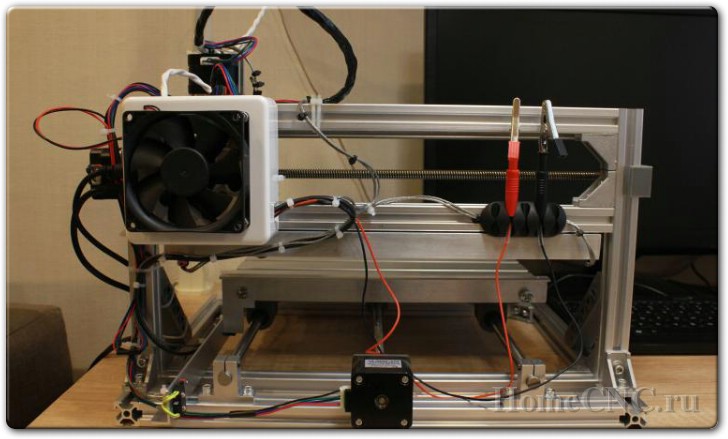 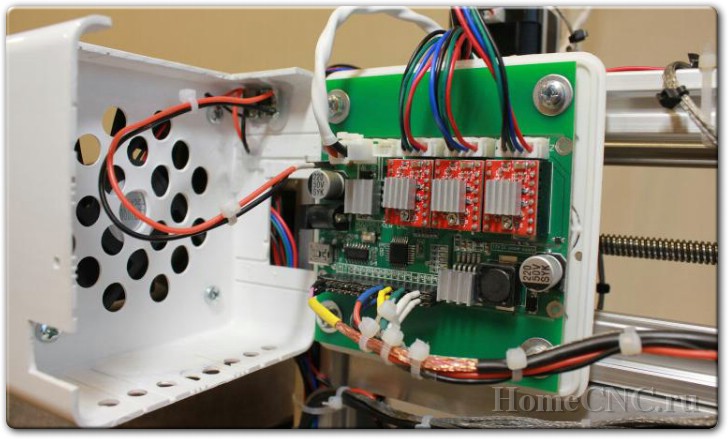
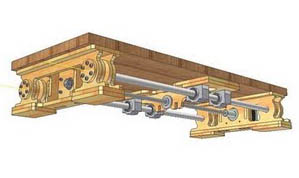
–Ф–ї—П –њ–Є—В–∞–љ–Є—П —Б–∞–Љ–Њ–≥–Њ DC-DC 12 –Т –±–µ—А–µ–Љ —Б —А–∞–Ј—К–µ–Љ–∞ –љ–∞ –њ–ї–∞—В–µ, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–љ–Њ–≥–Њ –љ–∞–і –≤—Е–Њ–і–љ—Л–Љ —Н–ї–µ–Ї—В—А–Њ–ї–Є—В–Њ–Љ, –љ–Є–Ї–∞–Ї –љ–µ –њ–Њ–і–њ–Є—Б–∞–љ–љ–Њ–≥–Њ, –љ–Њ —Б–Ї–Њ—А–µ–µ –≤—Б–µ–≥–Њ –і–ї—П –≤–µ–љ—В–Є–ї—П—В–Њ—А–∞ –Є —Б–ї—Г–ґ–∞—Й–µ–≥–Њ. 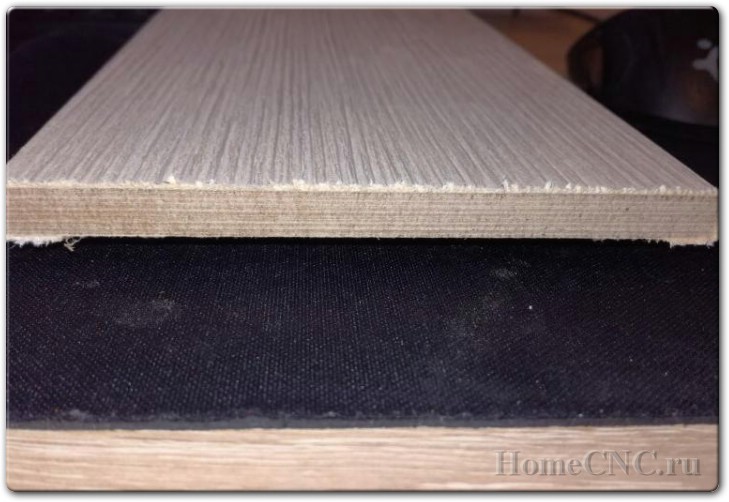 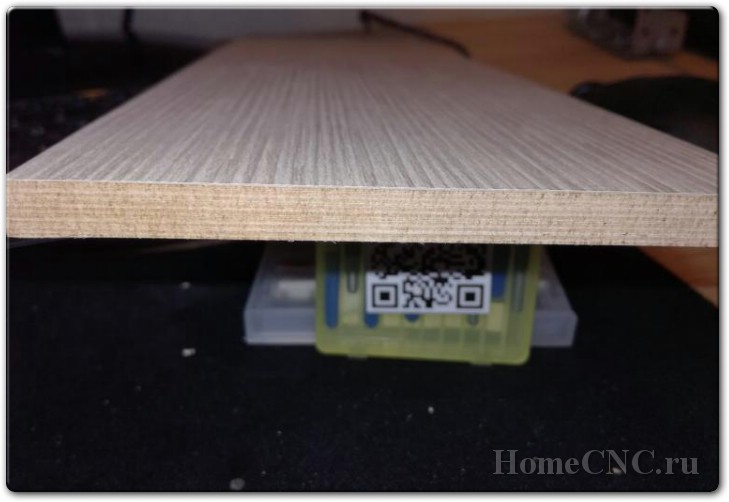 –Ч–∞–і–∞—З–Ї–∞ –њ–Њ—Б–ї–Њ–ґ–љ–µ–µ – –≥—А–∞–≤–Є—А–Њ–≤–Ї–∞ –њ–µ—З–∞—В–љ—Л—Е –њ–ї–∞—В. –С–µ—А–µ–Љ —Б—В–∞—А—Л–є –Ї—Г—Б–Њ–Ї —Б–Њ–≤–µ—В—Б–Ї–Њ–≥–Њ —В–µ–Ї—Б—В–Њ–ї–Є—В–∞ (–Ї—Б—В–∞—В–Є, –њ–Њ—Б—В–∞—А—И–µ –Љ–µ–љ—П –±—Г–і–µ—В, –њ–Њ –љ–∞—Б–ї–µ–і—Б—В–≤—Г –і–Њ—Б—В–∞–ї—Б—П) –Є –і–µ–ї–∞–µ–Љ –і–Њ—А–Њ–ґ–Ї–Є. –†–µ–Ј—Г–ї—М—В–∞—В —А—П–і–Њ–Љ —Б —А–µ–Ј–Є—Б—В–Њ—А–Њ–Љ 1206. 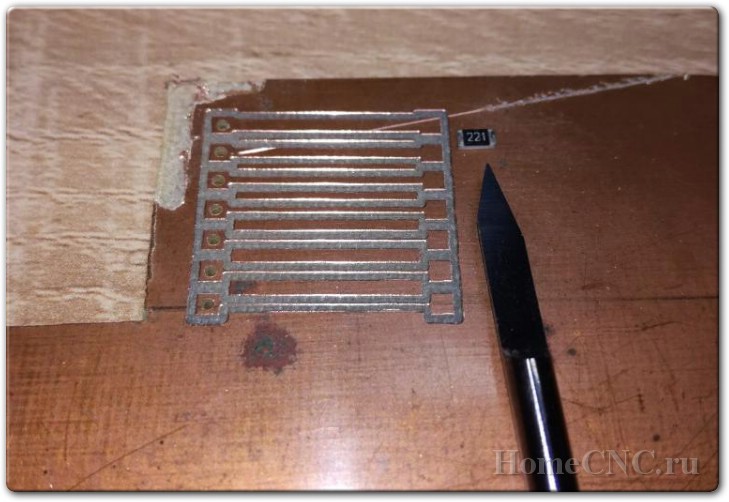 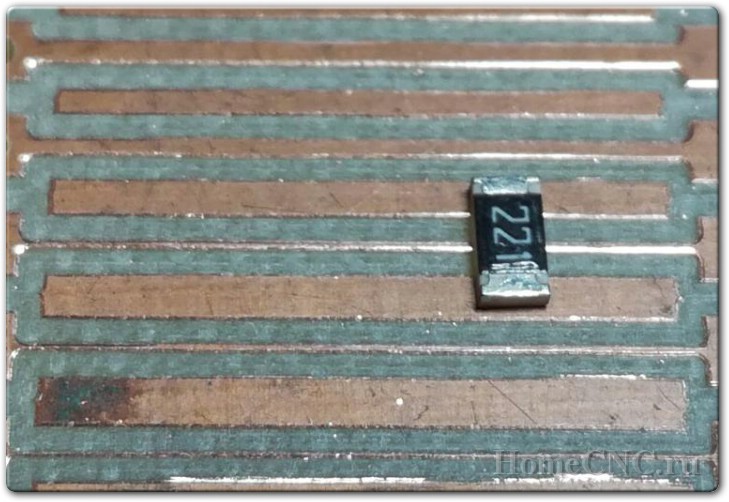 –Ґ–µ–њ–µ—А—М –Є–Ј–≥–Њ—В–Њ–≤–Є–Љ –њ–ї–∞—В–Ї—Г –і–ї—П —Б–Є–Љ–Є—Б—В–Њ—А–∞ —Б –Њ–њ—В–Њ—А–∞–Ј–≤—П–Ј–Ї–Њ–є, –і–ї—П —Г—Б–ї–Њ–ґ–љ–µ–љ–Є—П —Б—В–∞–≤–Є–Љ –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –њ–Њ —Ж–µ–љ—В—А—Г —Б—В–Њ–ї–∞, –≥–і–µ –ї—О—Д—В—Л –љ–∞ –і–ї–Є–љ–љ—Л—Е –≤–∞–ї–∞—Е –Њ—Б–Є X –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Л: 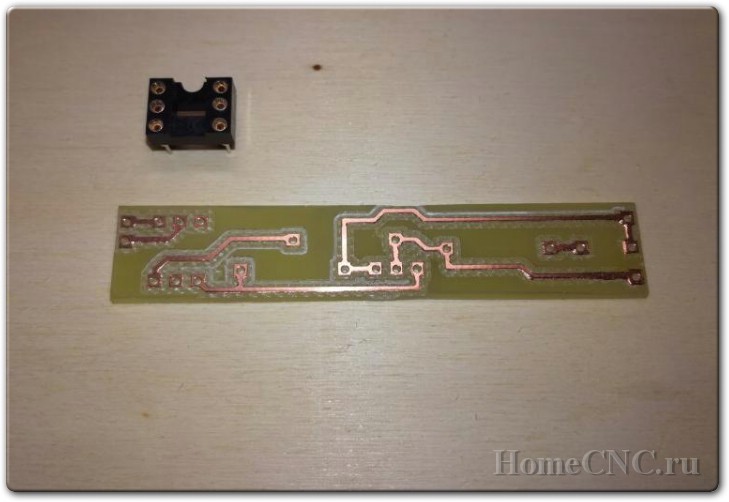 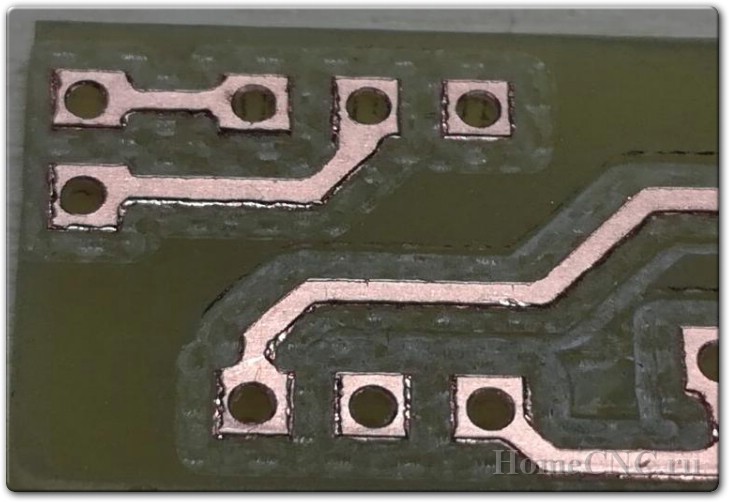 –†–µ–Ј—Г–ї—М—В–∞—В —В–∞–Ї —Б–µ–±–µ. –ѓ –≥—А–µ—И–Є–ї –љ–∞ –ї—О—Д—В, –љ–Њ –њ—А–Њ–±–ї–µ–Љ–∞ –±—Л–ї–∞ –љ–µ —В–Њ–ї—М–Ї–Њ –≤ –љ–µ–Љ. –Э–∞ –њ–µ—А–≤–Њ–Љ —В–µ—Б—В–µ —П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї —В–Њ–ї—М–Ї–Њ —И—В–∞—В–љ—Л–µ –Ј–∞–ґ–Є–Љ—Л –і–ї—П –Ї—А–µ–њ–ї–µ–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Ї —Б—В–Њ–ї—Г, –∞ –≤ —Н—В–Њ—В —А–∞–Ј –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї —В–Њ–ї—Б—В—Л–є –і–≤—Г—Е—Б—В–Њ—А–Њ–љ–љ–Є–є —Б–Ї–Њ—В—З. –Ю–љ «–Є–≥—А–∞–µ—В», –Є –њ–Њ—Н—В–Њ–Љ—Г —Б –њ–µ—А–≤–Њ–≥–Њ —А–∞–Ј–∞ —А–µ–Ј –њ–Њ–ї—Г—З–Є–ї—Б—П –љ–µ –≤–µ–Ј–і–µ, –њ—А–Є—И–ї–Њ—Б—М –і–µ–ї–∞—В—М –Ј–∞–≥–ї—Г–±–ї–µ–љ–Є–µ –±–Њ–ї—М—И–µ, –∞ —В–∞–Ї –Ї–∞–Ї –≥—А–∞–≤–µ—А –Є–Љ–µ–µ—В —В—А–µ—Г–≥–Њ–ї—М–љ—Г—О —Д–Њ—А–Љ—Г, —В–Њ –Њ–љ –њ–Њ–і—А–µ–Ј–∞–ї –Ї—А–∞–є –і–Њ—А–Њ–ґ–Ї–Є, –Є –Њ–љ–Є —Б—В–∞–ї–Є —Г–ґ–µ –Є –Ї–∞—З–µ—Б—В–≤–Њ —Б–∞–Љ–Њ–≥–Њ —А–µ–Ј–∞ —Б–љ–Є–Ј–Є–ї–Њ—Б—М. –Ґ–∞–Ї –ґ–µ –≤—Л—П—Б–љ–Є–ї–Њ—Б—М, —З—В–Њ –Ї–Є—В–∞–є—Б–Ї–Є–µ –≥—А–∞–≤–µ—А–∞ –Њ–±–ї–∞–Љ—Л–≤–∞—О—В—Б—П –і–∞–ґ–µ –њ—А–Є —Б–∞–Љ–Њ–є –Љ–∞–ї–µ–љ—М–Ї–Њ–є –њ–Њ–і–∞—З–µ –Є –Ј–∞–≥–ї—Г–±–ї–µ–љ–Є–Є –≤—Б–µ–≥–Њ –≤ 50 –Љ–Ї–Љ. –Э–Њ –Њ–±–ї–∞–Љ—Л–≤–∞—О—В—Б—П –њ–Њ-—А–∞–Ј–љ–Њ–Љ—Г, –Є –Њ–і–Є–љ –њ–Њ—В–Њ–Љ –Љ–Њ–ґ–µ—В –і–µ–ї–∞—В—М —З–Є—Б—В—Л–є –∞–Ї–Ї—Г—А–∞—В–љ—Л–є —А–µ–Ј, –∞ –і—А—Г–≥–Њ–є –±—Г–і–µ—В –Ј–∞–і–Є—А–∞—В—М –Ї—А–∞—П. –Ґ—А–µ—В–Є–є –Њ–±–ї–Њ–Љ–Є–≤—И–Є–є—Б—П –≥—А–∞–≤–µ—А –љ–∞ —Б–ї–µ–і—Г—О—Й–µ–є –њ–µ—З–∞—В–љ–Њ–є –њ–ї–∞—В–µ —Б–љ–Є–Љ–∞–ї —Б—В—А—Г–ґ–Ї—Г –і–ї–Є–љ–Њ–є –≤–Њ –≤—Б—О –і–Њ—А–Њ–ґ–Ї—Г, –Ї–∞–Ї —А–µ–Ј—Г–ї—М—В–∞—В —А–µ–Ј –њ–Њ–ї—Г—З–∞–ї—Б—П —З–Є—Й–µ. –Т–Є–і–Є–Љ–Њ, –≤ –њ–Њ–ї—М–Ј—Г —Б–Њ–≤–µ—В—Б–Ї–Њ–≥–Њ —В–µ–Ї—Б—В–Њ–ї–Є—В–∞ —Б—Л–≥—А–∞–ї–∞ —В–∞–Ї –ґ–µ –Є –Њ–±—Й–∞—П –µ–≥–Њ –ґ–µ—Б—В–Ї–Њ—Б—В—М, –Є –≥–Њ—А–∞–Ј–і–Њ –±–Њ–ї–µ–µ —В–Њ–ї—Б—В—Л–є —Б–ї–Њ–є –Љ–µ–і–Є. –° –Ї—А–µ–њ–ї–µ–љ–Є–µ–Љ –Ј–∞–≥–Њ—В–Њ–≤–Њ–Ї –њ–µ—З–∞—В–љ—Л—Е –њ–ї–∞—В –њ—А–Є–і–µ—В—Б—П –њ–Њ–ї–Њ–Љ–∞—В—М –≥–Њ–ї–Њ–≤—Г. –Т–Њ –њ–µ—А–≤—Л—Е, –Њ–љ–Њ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –њ–Њ –≤—Б–µ–є –љ–Є–ґ–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, —З—В–Њ–±—Л –љ–µ –±—Л–ї–Њ «–њ—Г–Ј—Л—А–µ–є», –Ї–Њ—В–Њ—А—Л–µ –±—Л –Є–≥—А–∞–ї–Є –њ–Њ–і —Д—А–µ–Ј–Њ–є. –Т–Њ –≤—В–Њ—А—Л—Е, –Њ–љ–Њ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –љ–∞–і–µ–ґ–љ—Л–Љ, –њ—А–Є –Њ—В—А–µ–Ј–∞–љ–Є–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –µ–µ –ї–µ–≥–Ї–Њ –Љ–Њ–ґ–µ—В –≤—Л–≤–µ—А–љ—Г—В—М, –љ–∞ —Д–Њ—В–Њ –љ–Є–ґ–µ –љ–∞ –њ–ї–∞—В–µ –њ–µ—А–µ—А–µ–Ј–∞–љ–∞ –і–Њ—А–Њ–ґ–Ї–∞ –≤ –њ—А–∞–≤–Њ–Љ –≤–µ—А—Е–љ–µ–Љ —Г–≥–ї—Г —Д—А–µ–Ј–Њ–є. –Ш –≤ —В—А–µ—В—М–Є—Е, –Њ–љ–Њ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —Г—Б—В–Њ–є—З–Є–≤–Њ –Ї –≤–Њ–і–µ, —В–∞–Ї –Ї–∞–Ї –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г —Б—В–Њ–Є—В –њ–Њ–Љ–Њ—З–Є—В—М –Є –Є–Ј–±–∞–≤–Є—В—М—Б—П —В–µ–Љ —Б–∞–Љ—Л–Љ –Њ—В —В–µ–Ї—Б—В–Њ–ї–Є—В–Њ–≤–Њ–є –њ—Л–ї–Є. –Ш –µ—Б–ї–Є –і–ї—П –Љ–µ–ї–Ї–Є—Е –њ–ї–∞—В –Ї–Њ–Љ–њ–ї–µ–Ї—В–љ–Њ–µ –Ї—А–µ–њ–ї–µ–љ–Є–µ –≥–Њ–і–Є—В—Б—П, —В–Њ —Г–ґ–µ –њ–ї–∞—В—Л —А–∞–Ј–Љ–µ—А–Њ–Љ –±–Њ–ї—М—И–µ 70x70 –Љ–Љ –Њ–љ–Є –Ї—А–µ–њ—П—В —Б –≥–Њ—А–±–Є–љ–Ї–Њ–є. –Т–Њ—В —Д–Њ—В–Њ —А–∞–±–Њ—В—Л —Б—В–∞–љ–Ї–∞ –њ–Њ—Б–ї–µ —Г—З–µ—В–∞ –љ–µ–і–Њ—Б—В–∞—В–Ї–Њ–≤ –Ї—А–µ–њ–ї–µ–љ–Є—П. 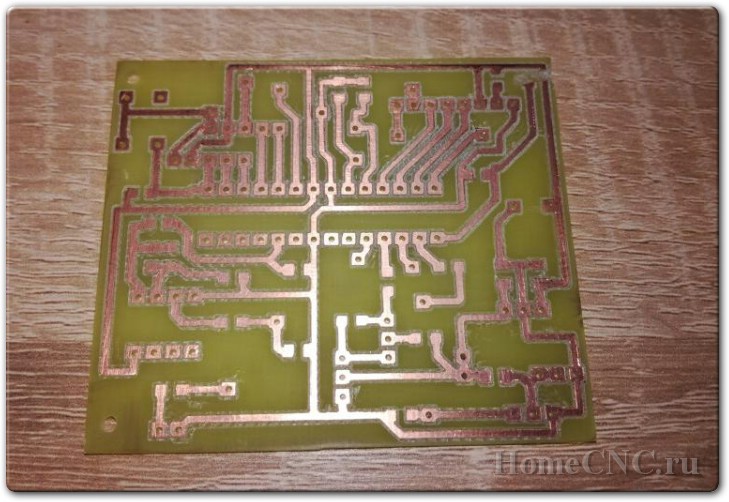
–Я–ї—О—Б—Л CNC 3018: + –Т—Л –њ–Њ–ї—Г—З–∞–µ—В–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –љ–∞—З–∞–ї—М–љ–Њ–≥–Њ –Ј–љ–∞–Ї–Њ–Љ—Б—В–≤–∞ —Б –І–Я–£ —Б –Љ–Є–љ–Є–Љ–∞–ї—М–љ—Л–Љ–Є –Ј–∞—В—А–∞—В–∞–Љ–Є –≤—А–µ–Љ–µ–љ–Є, –љ–Њ –њ—А–Є –љ–∞–ї–Є—З–Є–Є –њ–Њ—Б–ї–µ–і–љ–µ–≥–Њ –≤ –љ–µ–Ї–Њ—В–Њ—А–Њ–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ, –≤—Л —В–∞–Ї –ґ–µ –±–Њ–љ—Г—Б–Њ–Љ –њ–Њ–ї—Г—З–∞–µ—В–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ–Њ —Б–Њ–≤–µ—А—И–µ–љ—Б—В–≤–Њ–≤–∞–љ–Є—О —Б–∞–Љ–Њ–≥–Њ —Б—В–∞–љ–Ї–∞, –∞ –њ–∞—А–∞–ї–ї–µ–ї—М–љ–Њ –Є —Б–≤–Њ–Є—Е –љ–∞–≤—Л–Ї–Њ–≤. + –°—В–∞–љ–Њ–Ї –Є–Ј –Ї–Њ—А–Њ–±–Ї–Є —Б–њ–Њ—Б–Њ–±–µ–љ –љ–∞ —А–∞–±–Њ—В—Г –њ–Њ—Б–ї–µ –Љ–Є–љ–Є–Љ–∞–ї—М–љ–Њ–є –љ–∞—Б—В—А–Њ–є–Ї–Є.
— –Ъ–∞—З–µ—Б—В–≤–Њ –Ј–∞–њ—З–∞—Б—В–µ–є –Љ–Њ–ґ–µ—В —Е—А–Њ–Љ–∞—В—М. –Э–µ—В –љ–Є–Ї–∞–Ї–Њ–є –≥–∞—А–∞–љ—В–Є–Є, —З—В–Њ –њ–Њ—Б–ї–µ –њ–Њ–ї—Г—З–µ–љ–Є—П —Б—В–∞–љ–Ї–∞ –≤–∞–Љ –љ–µ –њ—А–Є–і–µ—В—Б—П –ґ–і–∞—В—М –µ—Й–µ, —З—В–Њ–±—Л –љ–∞–Ї–Њ–љ–µ—Ж-—В–Њ –њ–Њ–ї—Г—З–Є—В—М –Ї–∞–Ї–Є–µ-—В–Њ –Ј–∞–њ—З–∞—Б—В–Є –≤–Ј–∞–Љ–µ–љ –±—А–∞–Ї–Њ–≤–∞–љ–љ—Л–Љ. — –Я–ї–∞—Б—В–Є–Ї–Њ–≤–∞—П –Ї–∞—А–µ—В–Ї–∞ –Њ—Б–Є Z. –Ь–љ–µ –Ї–∞–ґ–µ—В—Б—П, —З—В–Њ —Б—В–∞–љ–Њ–Ї –≤—Б–µ –ґ–µ –і–Њ–ї–ґ–µ–љ –±—Л—В—М –±–Њ–ї–µ–µ –њ—А–Њ—З–љ—Л–Љ. — –Ю–≥—А–Њ–Љ–љ—Л–є –≤—Л–ї–µ—В –њ–Њ –Њ—Б–Є X –њ—А–Є–≤–Њ–і–Є—В –Ї —В–Њ–Љ—Г, —З—В–Њ –Ї–Њ–≥–і–∞ –Ї–∞—А–µ—В–Ї–∞ –љ–∞—Е–Њ–і–Є—В—Б—П –љ–∞ —Б–µ—А–µ–і–Є–љ–µ —Н—В–Њ–є –Њ—Б–Є, –Њ–љ–∞ –Є–Љ–µ–µ—В —Б—Г—Й–µ—Б—В–≤–µ–љ–љ—Л–є –ї—О—Д—В, —В–∞–Ї –Ї–∞–Ї –≤–∞–ї –љ–µ–Љ–љ–Њ–≥–Њ –њ—А–Њ–≥–Є–±–∞–µ—В—Б—П. –≠—В–Њ –≤ —Б–≤–Њ—О –Њ—З–µ—А–µ–і—М –Љ–Њ–ґ–µ—В –њ—А–Є–≤–Њ–і–Є—В—М –Ї —А–µ–Ј–Њ–љ–∞–љ—Б—Г –≤—Б–µ–є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –љ–∞ –≤—Л—Б–Њ–Ї–Є—Е –Њ–±–Њ—А–Њ—В–∞—Е —И–њ–Є–љ–і–µ–ї—П (–њ–Њ—А—П–і–Ї–∞ 10 000 –Њ–±/–Љ–Є–љ). –Ч–∞–Љ–µ–љ–Є–≤ —И–њ–Є–љ–і–µ–ї—М –љ–∞ –±–Њ–ї–µ–µ –Њ–±–Њ—А–Њ—В–Є—Б—В—Л–є, –Љ–Њ–ґ–љ–Њ —Г–є—В–Є –Њ—В —А–µ–Ј–Њ–љ–∞–љ—Б–∞, —А–∞–±–Њ—В–∞—П –љ–∞ –Њ–±–Њ—А–Њ—В–∞—Е, –≤—Л—И–µ –Ї—А–Є—В–Є—З–µ—Б–Ї–Є—Е, –і–∞ –Є –і–ї—П —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є –Я–Я –Њ–љ –њ–Њ–і–Њ–є–і–µ—В –љ–∞–≤–µ—А–љ–Њ–µ –ї—Г—З—И–µ. –Э–Њ –≥–Њ—А–∞–Ј–і–Њ –њ—А–∞–≤–Є–ї—М–љ–µ–µ – –њ–Њ–Љ–µ–љ—П—В—М —Б–ї–Є—И–Ї–Њ–Љ —Е–ї–Є–њ–Ї–Є–µ –≤–∞–ї—Л –њ–Њ X —Б —В–µ–Ї—Г—Й–Є—Е 10 –Љ–Љ –љ–∞ –Љ–Є–љ–Є–Љ–∞–ї—М–љ—Л–µ 16 –Љ–Љ. –Ю–і–љ–∞–Ї–Њ, —Н—В–Њ –њ—А–Є–≤–µ–і–µ—В –Ї –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –њ–Њ–ї–љ–Њ–є –Ј–∞–Љ–µ–љ—Л –Ї–∞—А–µ—В–Ї–Є –Њ—Б–Є Z. –Т –±—Г–і—Г—Й–µ–Љ, —П, –љ–∞–≤–µ—А–љ–Њ–µ, —В–∞–Ї –Є –њ–Њ—Б—В—Г–њ–ї—О, —В—Г —З–∞—Б—В—М –Ї–∞—А–µ—В–Ї–Є —З—В–Њ —Б –њ–Њ–і—И–Є–њ–љ–Є–Ї–∞–Љ–Є, –≥–∞–є–Ї–Њ–є –Є –Ї—А–µ–њ–ї–µ–љ–Є–µ–Љ —И–њ–Є–љ–і–µ–ї—П –Њ—Б—В–∞–≤–ї—О, –∞ –Ј–∞–і–љ—О—О –њ–Њ–ї–Њ–≤–Є–љ—Г, –љ–∞–≤–µ—А–љ–Њ–µ, –њ—А–Є–і–µ—В—Б—П —Б–і–µ–ї–∞—В—М –Є–Ј —Д–∞–љ–µ—А—Л/–ї–∞–Љ–Є–љ–∞—В–∞ –љ–∞ —Б–∞–Љ–Њ–Љ —Б—В–∞–љ–Ї–µ.
— –Ф–ї—П –Ї–∞–ґ–і–Њ–≥–Њ –≤–Є–і–∞ —А–∞–±–Њ—В –љ—Г–ґ–љ–Њ –Є—Б–Ї–∞—В—М –њ–Њ–і—Е–Њ–і—П—Й—Г—О –Њ—Б–љ–∞—Б—В–Ї—Г. –У—А–∞–≤–µ—А–∞ –Є–Ј –Ї–Њ–Љ–њ–ї–µ–Ї—В–∞ –Њ—Б—В–∞–≤–ї—П—О—В –ґ–µ–ї–∞—В—М –ї—Г—З—И–µ–≥–Њ. –Ґ–∞–Ї –ґ–µ –њ—А–Є–і–µ—В—Б—П –Њ—Б–≤–Њ–Є—В—М –њ—А–Є–ї–Є—З–љ–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–≥–Њ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –і–ї—П —А–∞—Б–Ї—А—Л—В–Є—П –њ–Њ—В–µ–љ—Ж–Є–∞–ї–∞ —Б—В–∞–љ–Ї–∞. –У–і–µ –Ї—Г–њ–Є—В—М –І–Я–£ —Д—А–µ–Ј–µ—А CNC 3018
|


–У—А—Г–њ–њ–∞ VK
–Э–Њ–≤—Л–µ —Б—В–∞—В—М–Є
- –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –І–Я–£ —Б—В–∞–љ–Ї–∞ –Є–Ј —Д–∞–љ–µ—А—Л —Б–≤–Њ–Є–Љ–Є —А—Г–Ї–∞–Љ–Є
- –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є –ї–∞–Ј–µ—А –љ–∞ CO2
- –Ъ–∞–Ї —А–∞–Ј—А–∞–±–Њ—В–∞—В—М, —Б–Њ–±—А–∞—В—М –Є –Ј–∞–њ—Г—Б—В–Є—В—М –І–Я–£ —Б—В–∞–љ–Њ–Ї
- –І–Я–£ —Д—А–µ–Ј–µ—А –Є–Ј —Д–∞–љ–µ—А—Л —Б–≤–Њ–Є–Љ–Є —А—Г–Ї–∞–Љ–Є
- –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є –ї–∞–Ј–µ—А–љ—Л–є SCARA —А–Њ–±–Њ—В-–≥—А–∞–≤–µ—А