Благодаря китайским производителям, собрать ЧПУ станок на CO2 лазере не так то уж и сложно, это вполне возможно сделать самостоятельно и почти без всяких специфичных инструментов.
В этой инструкции студент из Германии с ником Vulcaman расскажет и покажет нам, как можно построить собственный станок ЧПУ с углекислотным лазером, менее чем за 1000 евро.
Как нам говорит Википедия: Углекислотный лазер, лазер на углекислом газе (CO2-лазер) — один из первых типов газовых лазеров. На начало XXI века — один из самых мощных лазеров с непрерывным излучением с КПД, достигающим 20 %.
Углекислотный лазер используется для гравировки резины и пластика, резки органического стекла и металлов, сварки металлов, в том числе металлов с очень высокой теплопроводностью, таких как алюминий и латунь.
Инструменты и материалы:
-Различные слесарные инструменты;
-Паяльные принадлежности;
-Акрил;
-Станок-донор K40;
-3D-принтер;
-Станок ЧПУ для резки алюминиевых деталей;
Алюминиевый профиль 5 мм паз I-типа*
810 мм 20x20 мм - 4 шт
460 мм 20x20 мм - 4 шт
205 мм 20x20 мм - 4 шт
695 мм 20x20 мм - 6 шт
790 мм 20x20 мм - 1 шт
669 мм 20x20 мм - 2 шт
63 мм 20x20 мм - 6 шт
50 мм 20x20 мм - 2 шт
83 мм 20x20 мм - 2 шт
370 мм 20x 40 мм - 2 шт
695 мм 20x 40 мм - 1 шт
460 мм 20x 40 мм - 2 шт
Весь профиль приобретался по размерам .
Для получения точных результатов нужен жесткий X / Y-порт. Мастер использовал линейные направляющие MGN9, которые устанавливались на алюминиевые профили. Трансмиссия осуществляется с помощью ремней GT2 10 мм.
— — 2 шт;
— 1 шт;
— — 5 шт;
— 10 м;
— Ширина 10 мм Диаметр 5 мм — 1- шт;
— Ширина 10 мм Диаметр 5 мм — 10 шт;
— — 3 шт;
— — 2 шт;
— — 8 шт;
— — 4 шт;
— x 117 мм — 4 шт;
— — 2 шт;
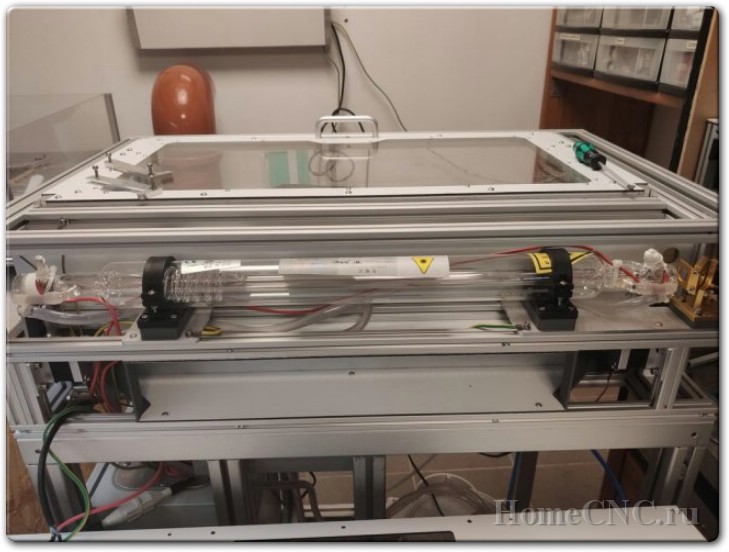
Мастер использовал лазерный источник мощностью 40 Вт. Длина трубки 40 Вт составляет всего 700 мм, поэтому она идеально впишется в корпус 810?500 мм. Для фокусирующей линзы вам понадобится тип 12 мм. Крепление лазера также имеет встроенную пневмоподушку.
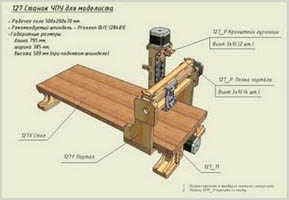
Шаг первый: технические характеристики и история создания станка
Три года назад студент купил свой первый лазер CO2, K40. Эта машина не совсем оправдала его ожиданий. Он был ограничен в размере гравировки, механические компоненты не очень хорошо сделаны, и работать с таким лазером было небезопасно.
Тогда он решил сделать свой собственный CO2-лазер, обладающий профессиональными возможностями, безопасностью и простотой в эксплуатации. Однако лазер должен иметь такую же площадь основания, что и K40, с учетом установки его в мастерскую площадью 8 м.
От идеи до рабочего станка у него ушло четыре месяца.
Дизайн станка R-LASER 6020 с открытым исходным кодом. Таким образом, можно получите все файлы САПР, необходимые для его изготовления бесплатно, исключая коммерческое использование.
Мастер предупреждает: опасно работать с CO2-лазером и сетевым напряжением.
Технические характеристики R-LASER 6020:
- Источник лазера CO2 мощностью 40 Вт
- Рабочая зона: 600x230 мм
- Скорость гравировки: 1000 мм / с
- Регулируемый Z-образный стол
- Поддержка камеры
- Поддержка программного обеспечения Lightburn
- промышленный дизайн
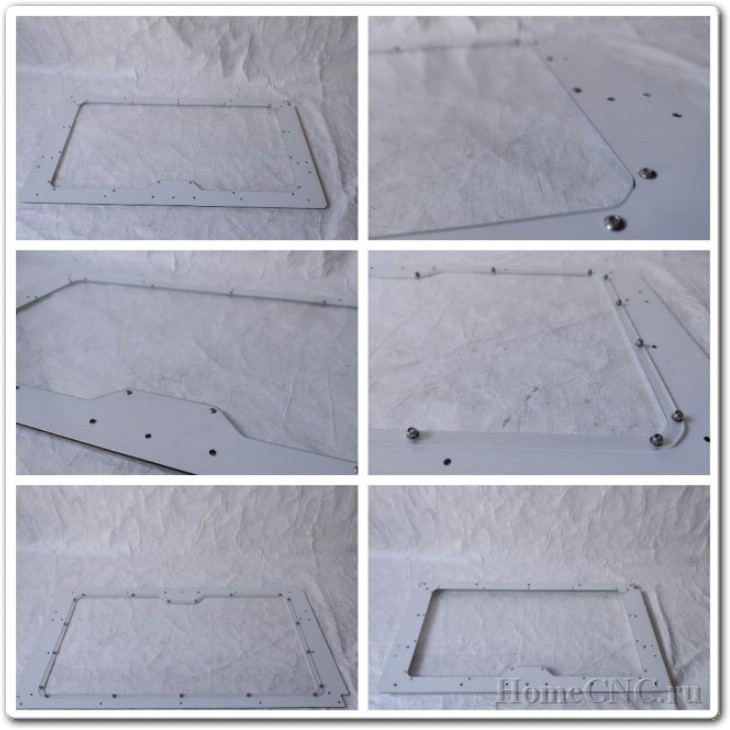
Шаг второй: материалы и чертежи для резки
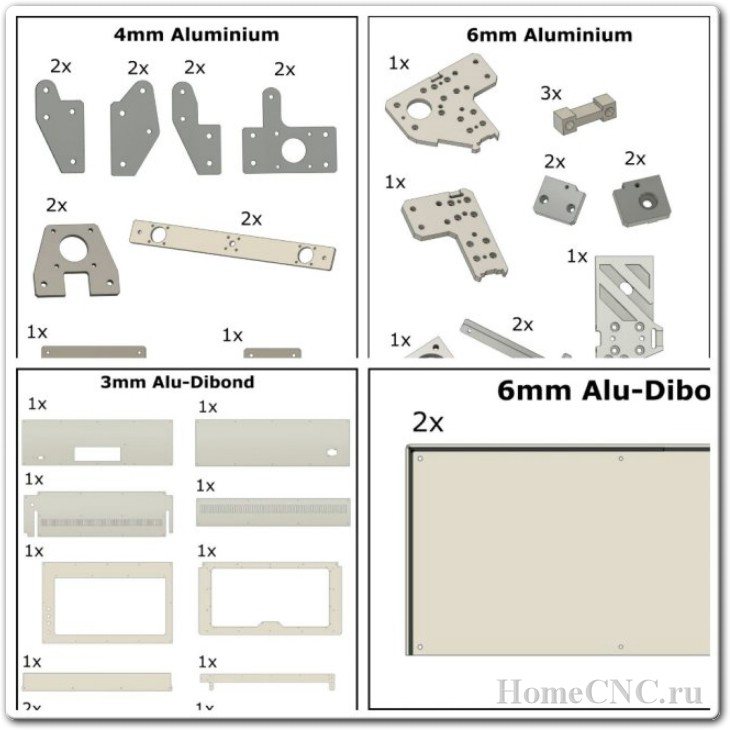
В процессе изготовления потребуются листы из алюминия, фрезерованные на станке с ЧПУ.
Все критически важные детали, такие как X / Y-портал и все компоненты лазера, были сделаны из алюминия. Детали фрезерованы из листового металла толщиной 4 мм / 6 мм.
Для корпуса он использовал алюминий-дибонд, потому что он полностью блокирует лазер CO2. Даже сфокусированный луч не может прорезать этот материал.
Большинство деталей были вырезаны из алюминия-дибонда толщиной 3 мм окрашенного в белый цвет.
Две боковые панели корпуса были вырезаны из 6 мм листа.
Окно верхней двери выполнено из оргстекла толщиной 6 мм.
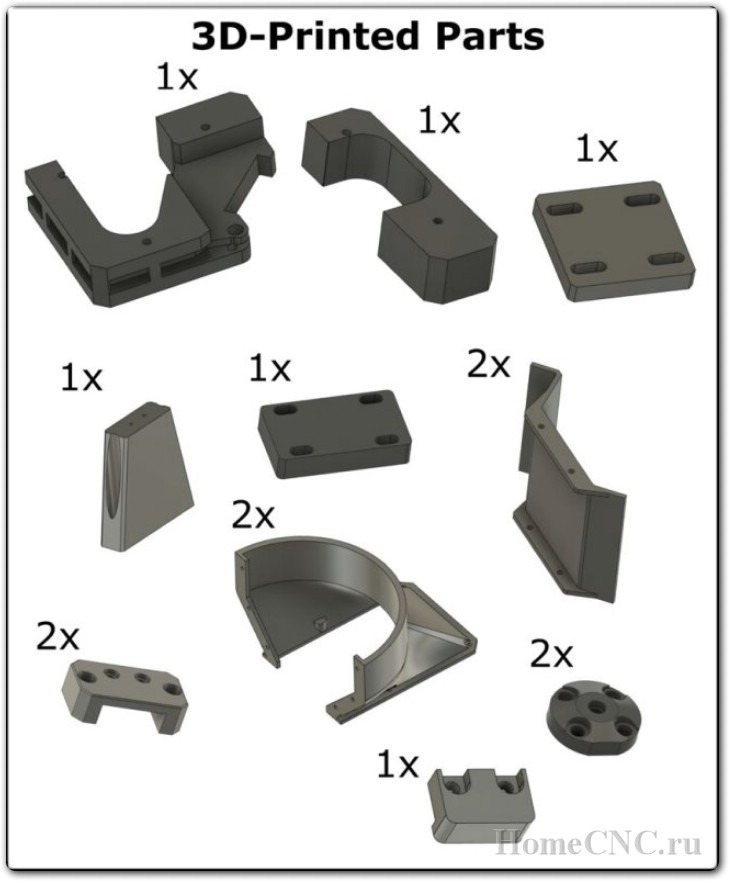
Он попытался свести к минимуму использование деталей, напечатанных на 3D-принтере, а где печать была необходима, она выполнялась нитью PLA.
Все файлы для печати, резки можно скачать в конце статьи.
В качестве программного обеспечения используется Lightburn, который будет поддерживать плату Cohension3D Mini Board и многие другие. Это программное обеспечение имеет все функции, необходимые для продуктивной работы с лазерным резаком.
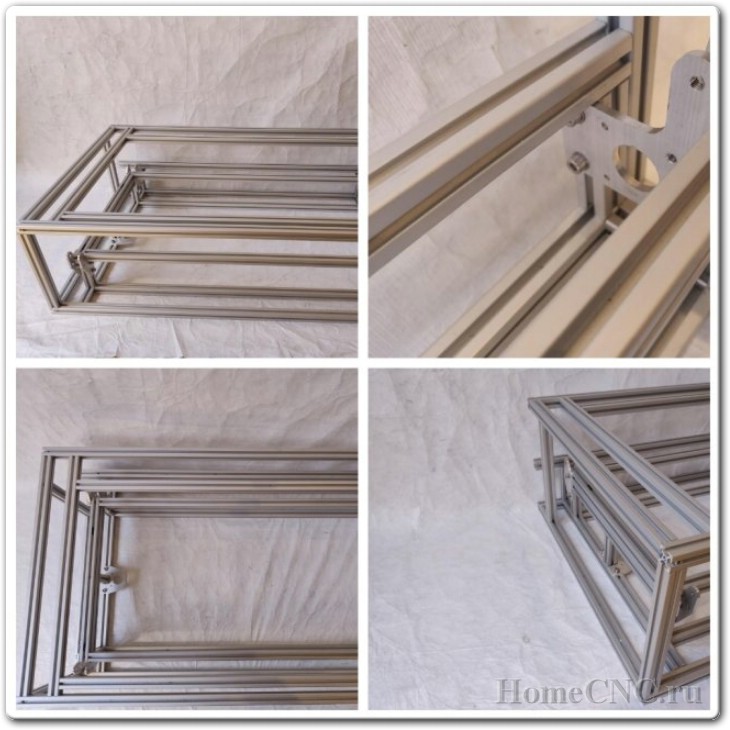
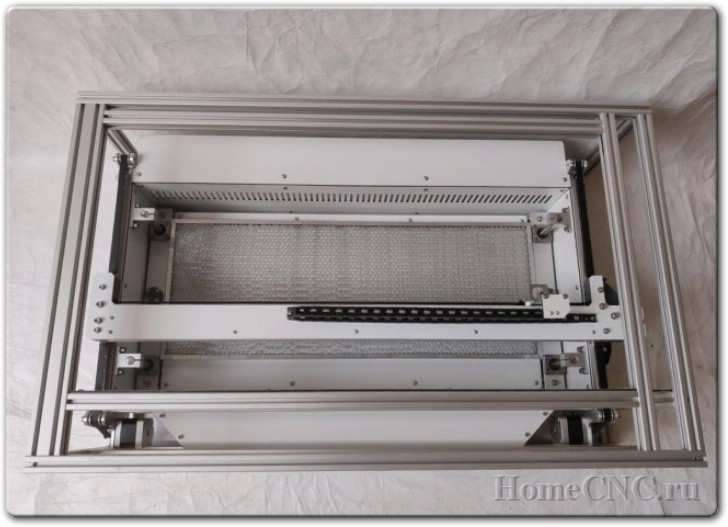
Шаг третий: изготовление рамы
Основная рама изготовлена из алюминиевых профилей. Все крепления шаговых двигателей были вырезаны из алюминия толщиной 4 мм, чтобы обеспечить жесткое соединение между рамой и двигателями, даже когда двигатели нагреваются.
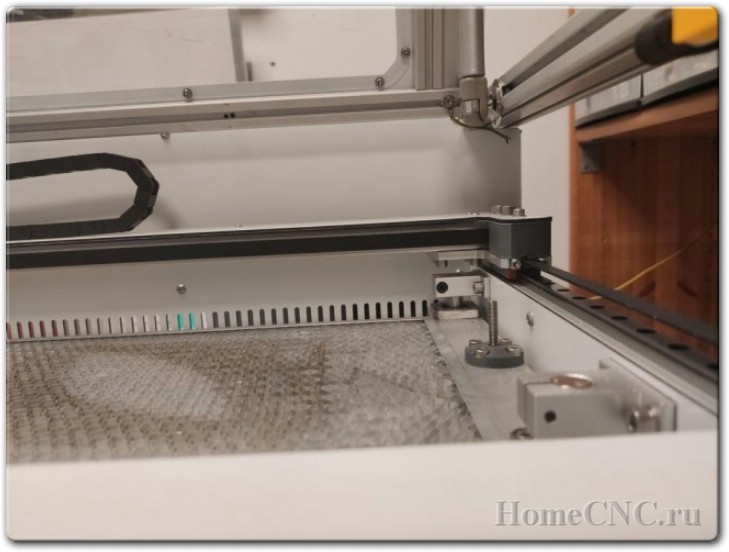
Теперь нужно установить пластины. Пластины имеют вентиляционные отверстия, чтобы отводить дым, образующийся при резке.
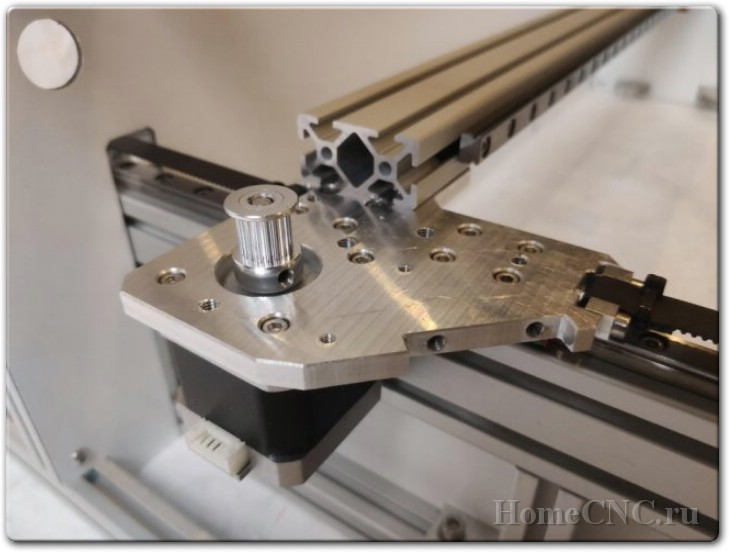
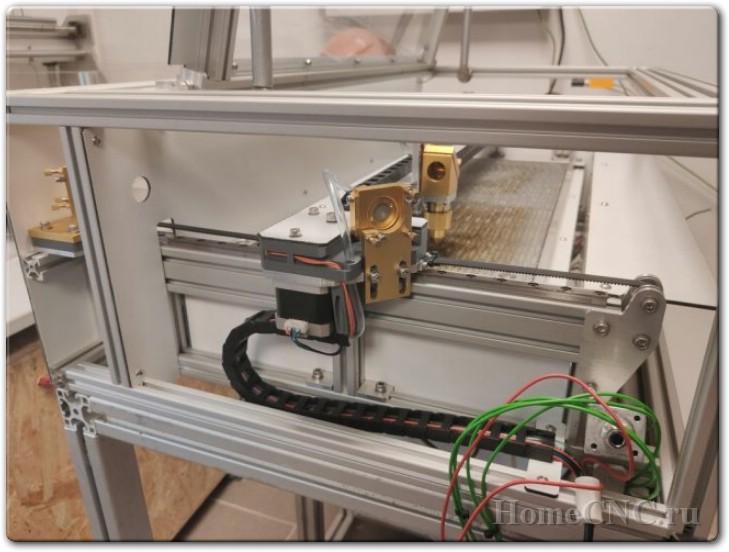
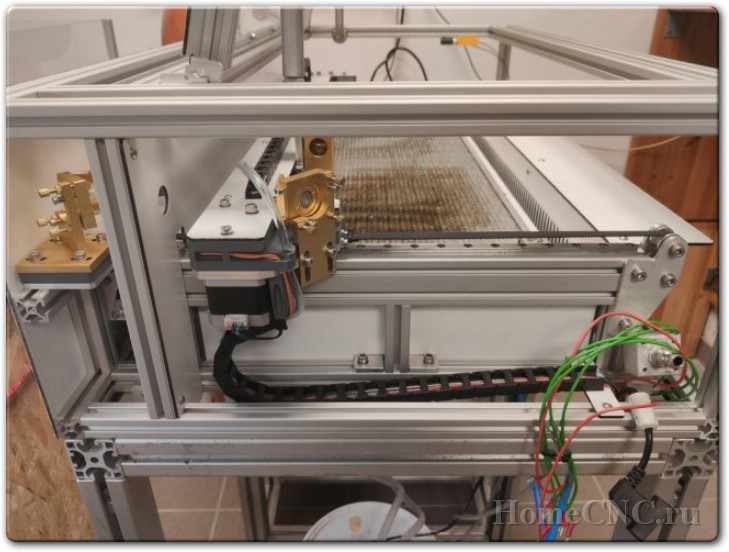
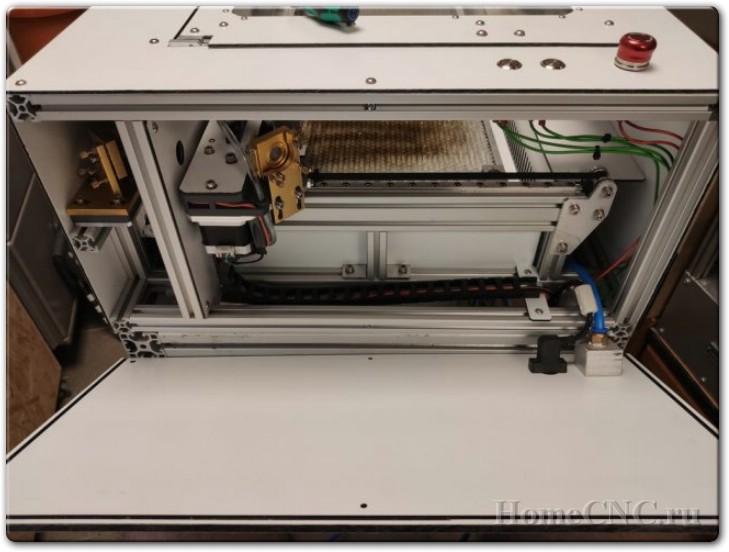
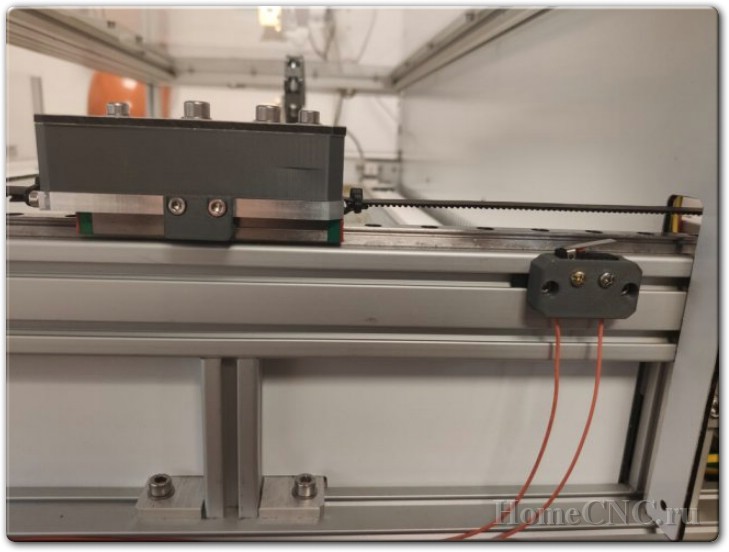
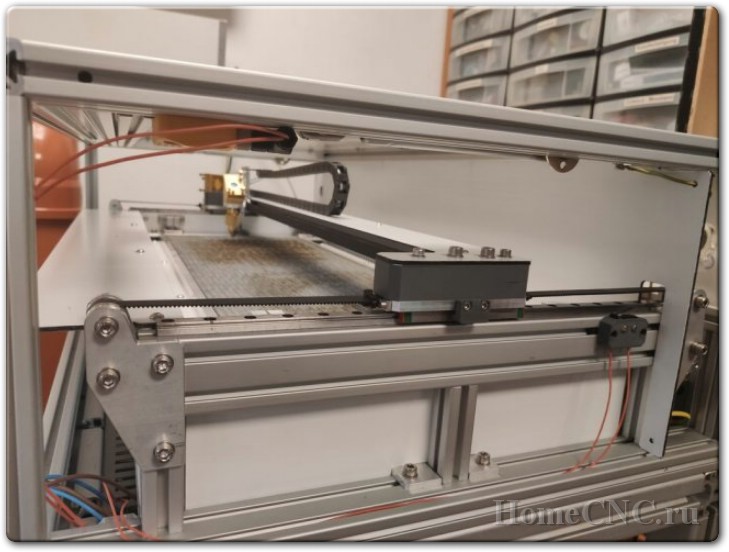
Шаг четвертый: установка осей X / Y , двигателей, направляющих
Ось Z реализована с помощью стержней диаметром 12 мм. Для правильного соединения между осью Z и основной рамой мастер использовал стандартные держатели штанги SK12.
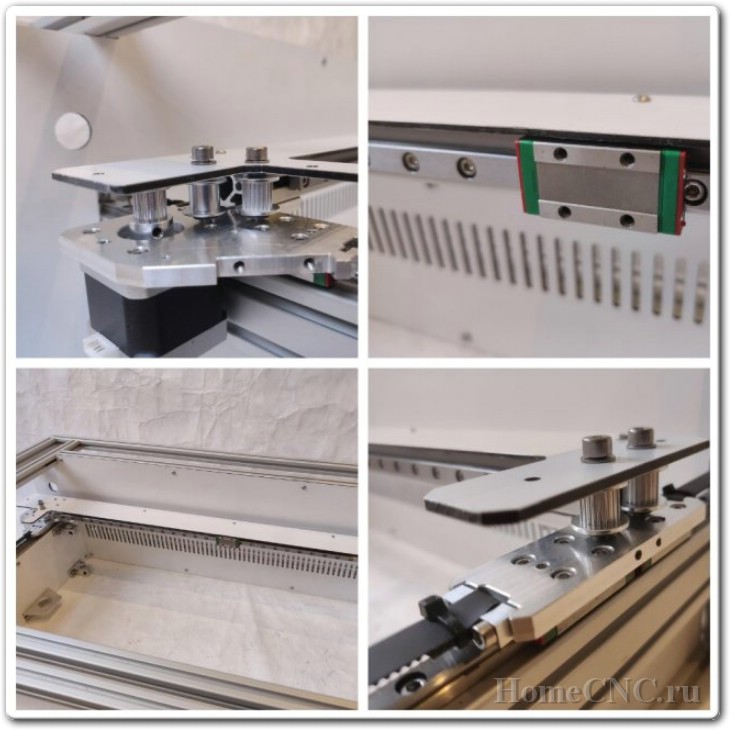
После того, как все внутренние алюминиевые пластины установлены, нужно установить шаговые двигатели NEMA17 и шкивы для оси Y. Здесь нужно будет соединить 350-миллиметровую линейную направляющую MGN9 с экструзией 20x40 мм основной рамы.
Теперь нужно соединить ось X с осью Y. Соединение между осями X и Y обеспечивается двумя 6-миллиметровыми алюминиевыми переходными пластинами.
Двигатель оси Х крепится к левой 6-миллиметровой алюминиевой пластине.
Перед тем как установить пластину для оси X, нужно прикрепить к ней все шкивы. Используйте несколько шайб, чтобы обеспечить расстояние 1-2 мм.
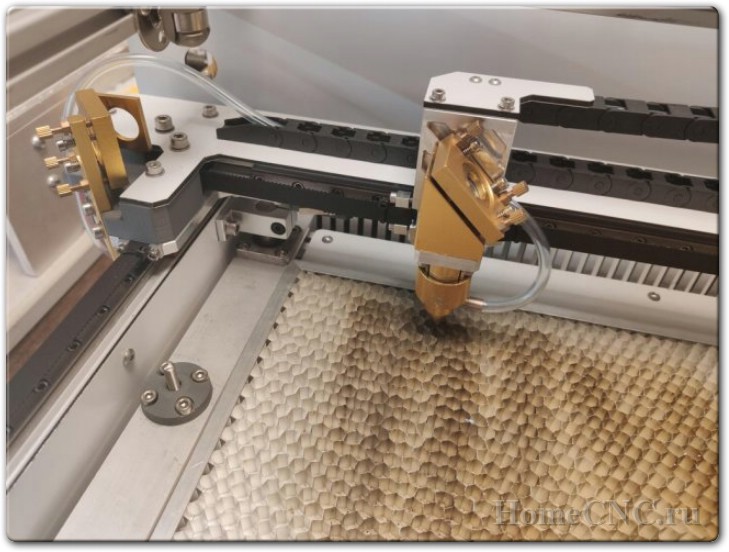
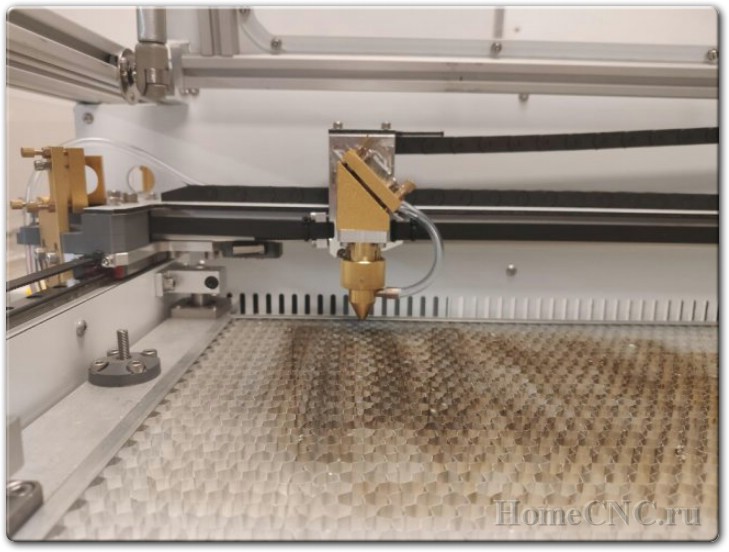
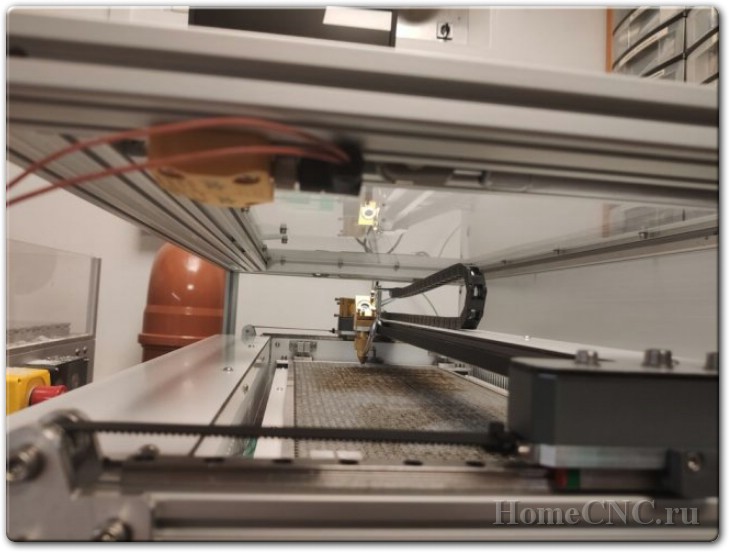
Каретка X - ключевой компонент для хорошей гравировки.
Мастер постарался сделать каретку как можно более легкой и жесткой. Она сделана из алюминия толщиной 6 мм.
Теперь вы можете установить направляющие, ремни, проставки для левой и правой стороны оси X.
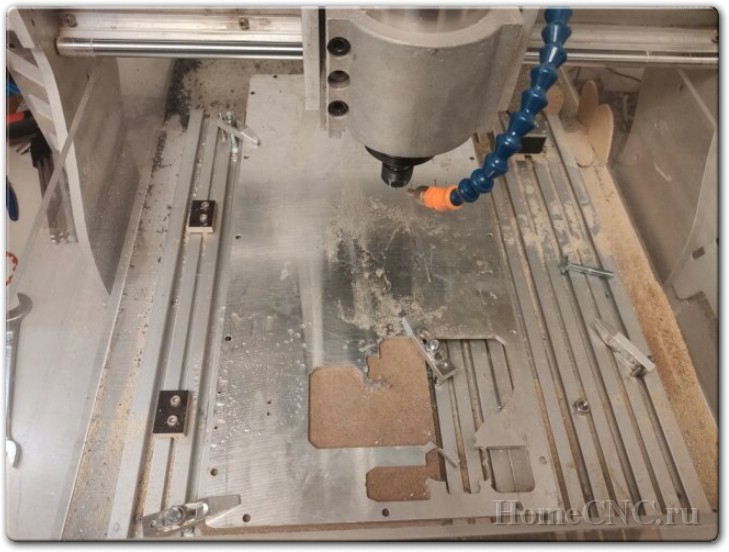
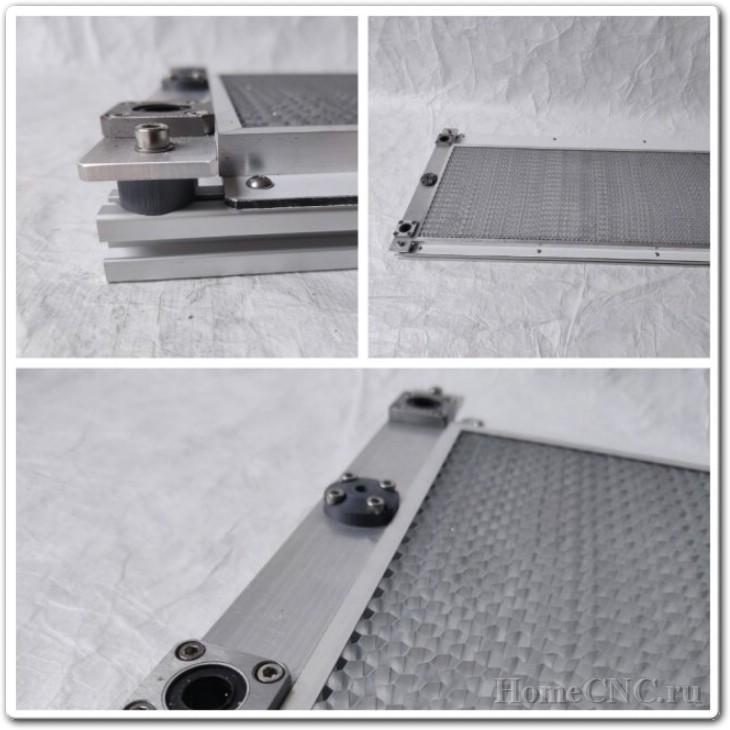
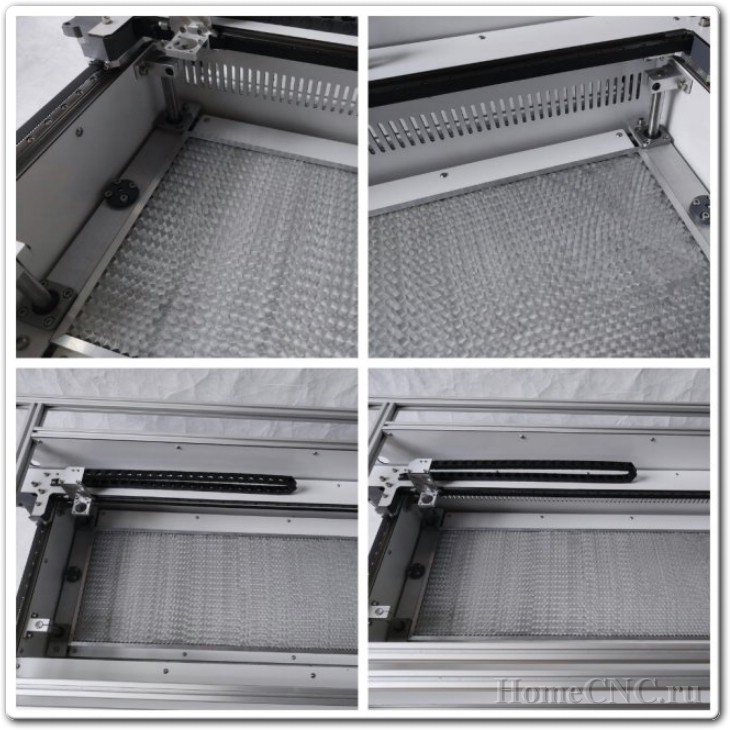
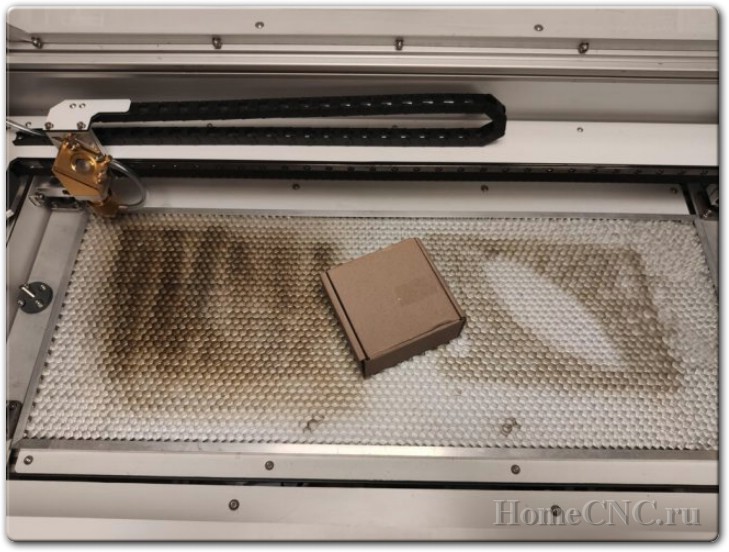
Шаг пятый: ось Z
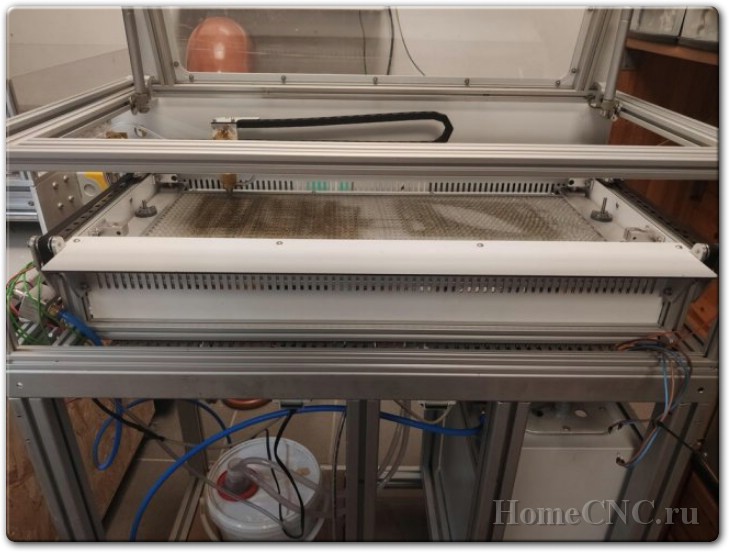
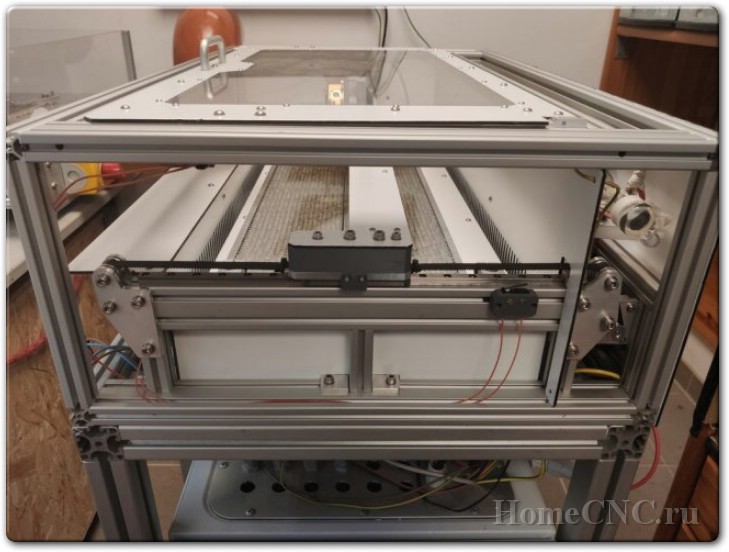
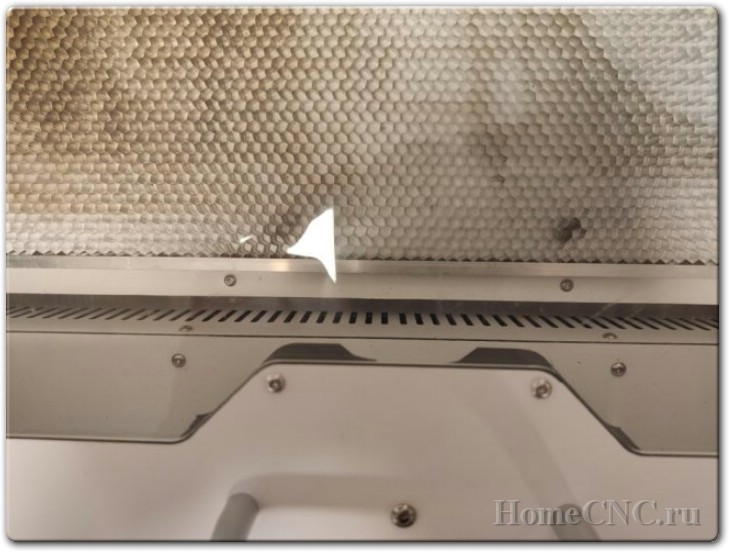
В качестве рабочего стола мастер использует алюминиевую пластину Honeycomp 10 мм. Пластина устанавливается на алюминиевую пластину толщиной 4 мм.
Линейные подшипники LMK12UU прикреплены к алюминиевой пластине толщиной 4 мм.
Устанавливает собранный стол на станок.
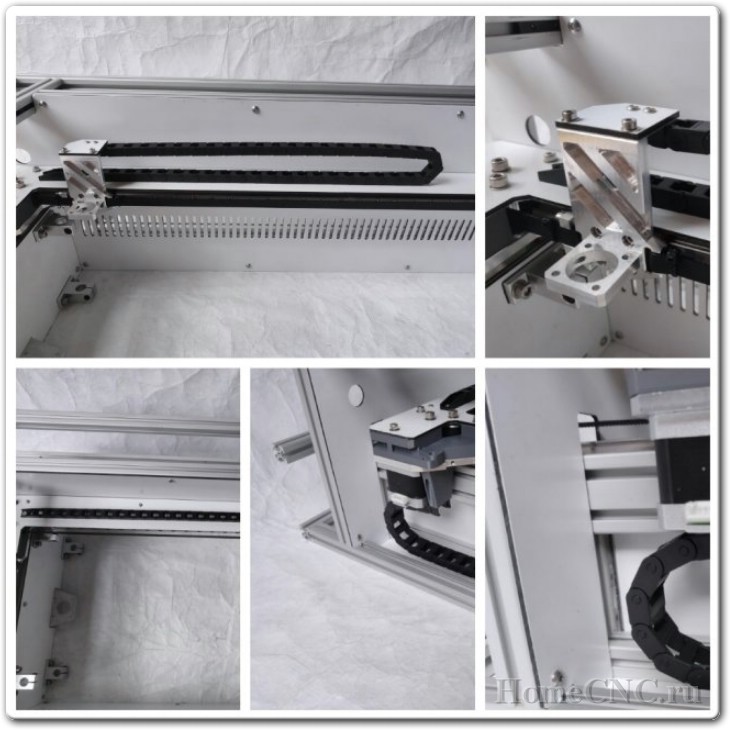
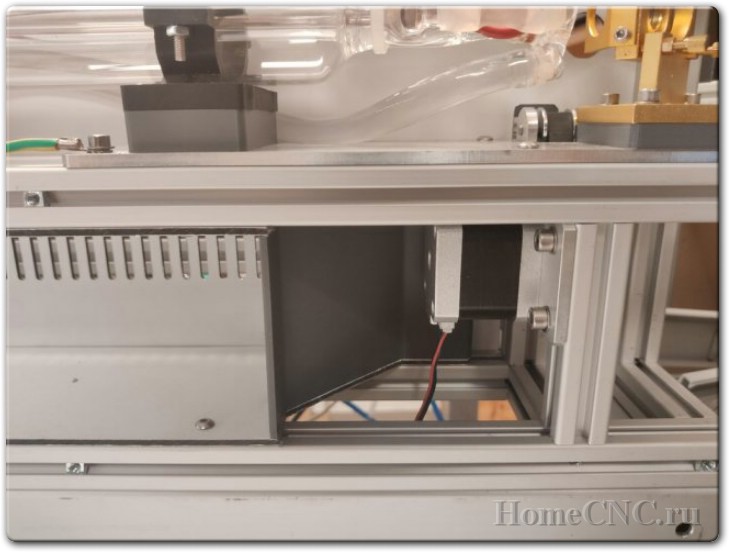
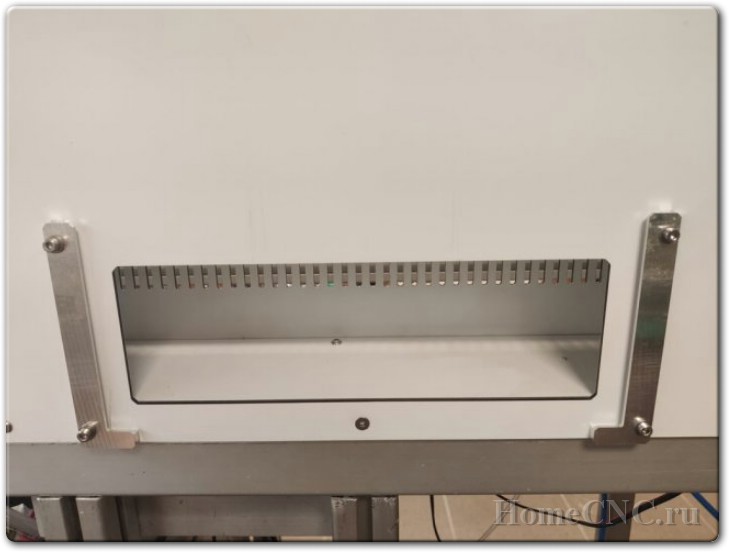
Шаг шестой: отвод паров
Чтобы отвадить пары, которые образовываются при резке / гравировке, был сделан короб с вентиляционными отверстиями.
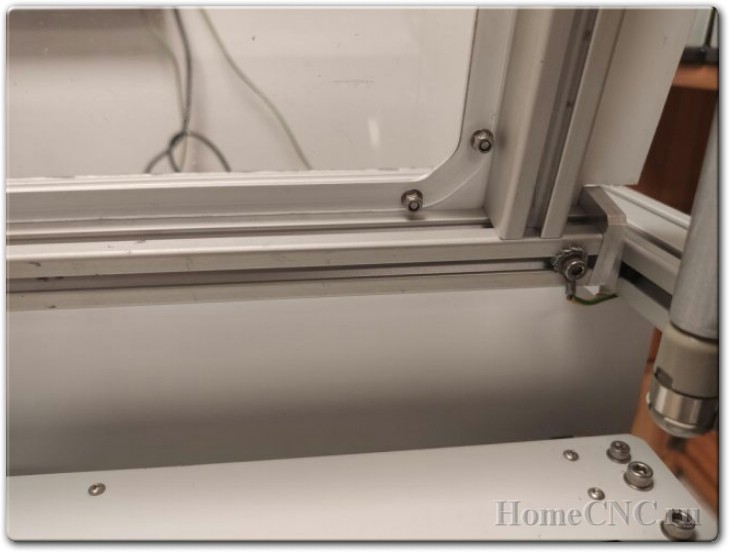
Шаг седьмой: верхняя крышка
Для верхней крышки было вырезано окно из оргстекла толщиной 6 мм.
Верхняя дверь сделана из алюминия толщиной 3 мм. Окно идеально устанавливается в него. Петли тоже самодельные из алюминия толщиной 6 мм.
Шаг восьмой: дополнительный корпус
В этом корпусе будут размещаться: силовой шкаф, воздушный клапан, водяное охлаждение, ящики для аксессуаров
Шаг девятый: установка оборудования
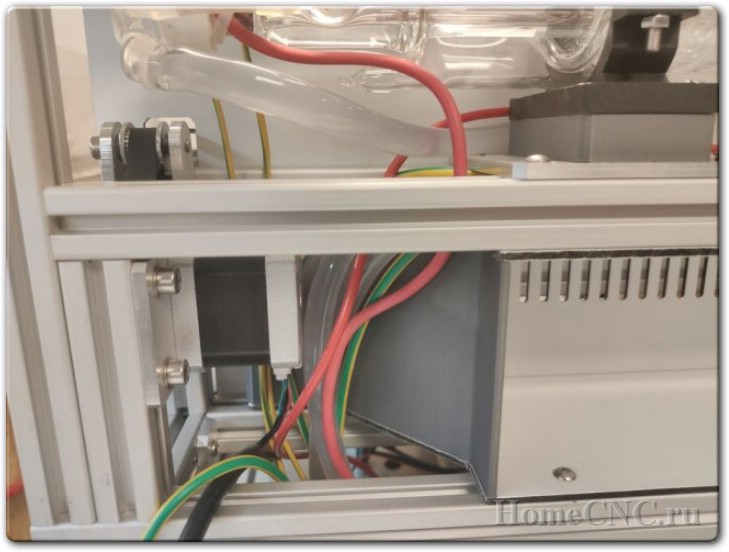
Устанавливает шкаф и подводит от него кабеля и трубки.
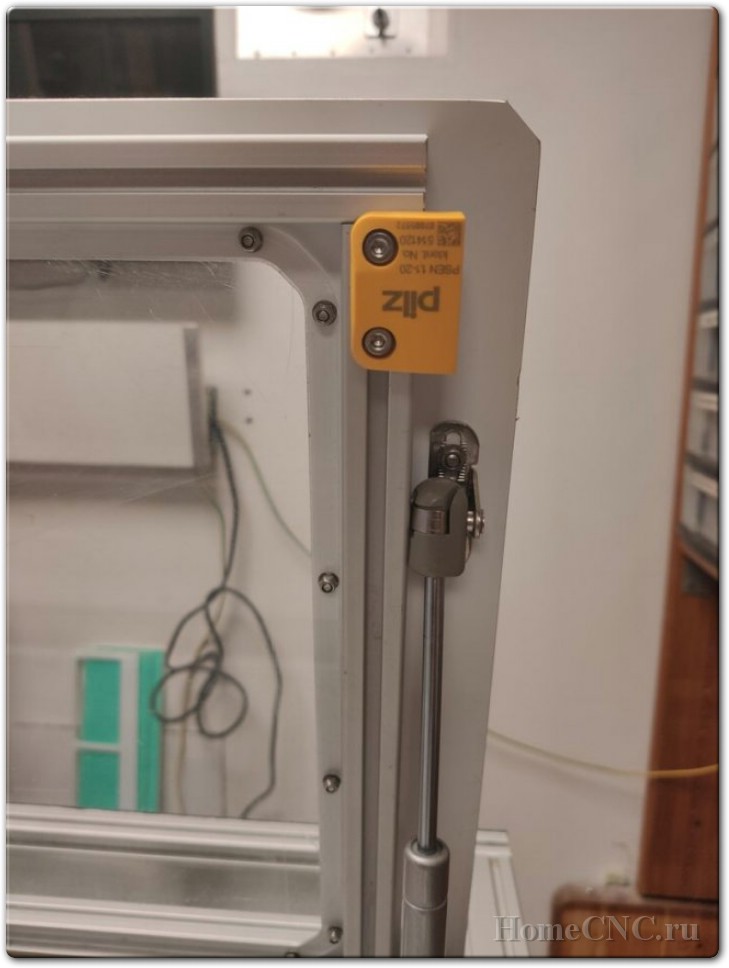
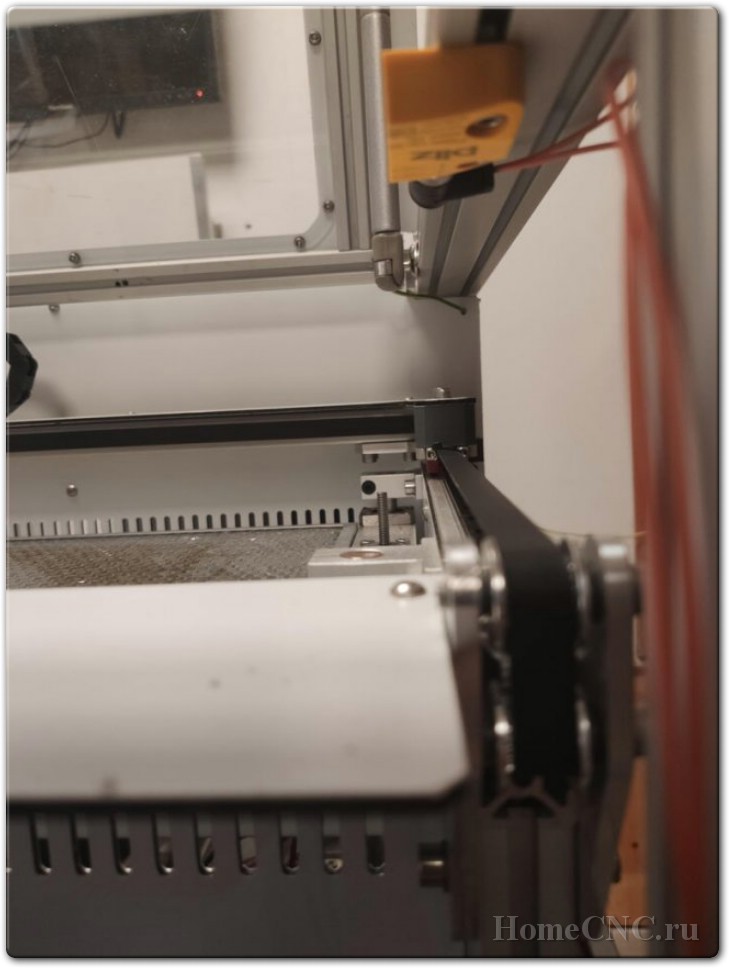
На крышку устанавливает концевой выключатель. Дверной выключатель - один из ключевых моментов техники безопасности. Переключатель будет непосредственно выключать лазер, когда дверь открыта.
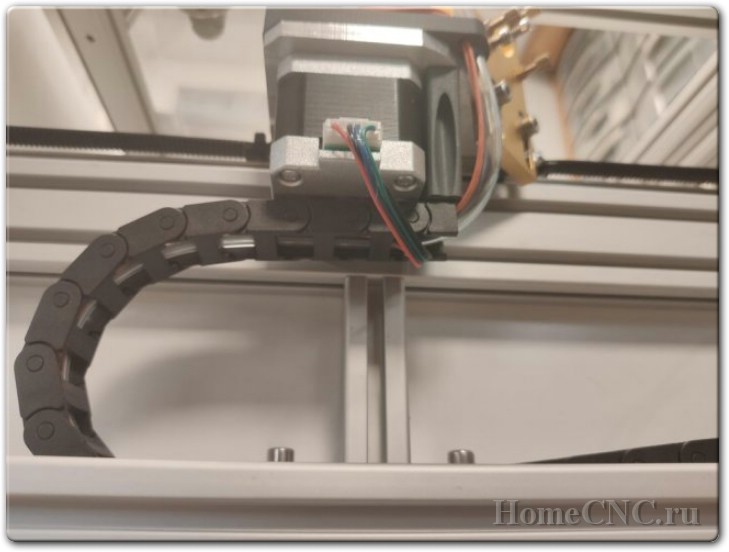
Для прокладки кабелей устанавливаются кабель-каналы, распечатанные на 3D-принтере.
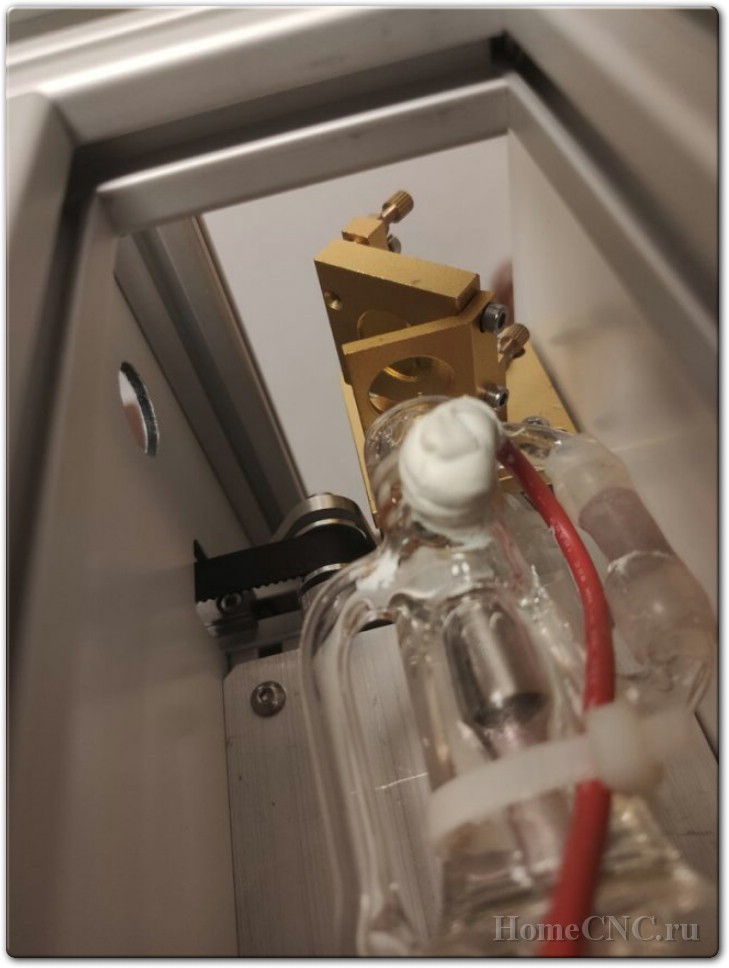
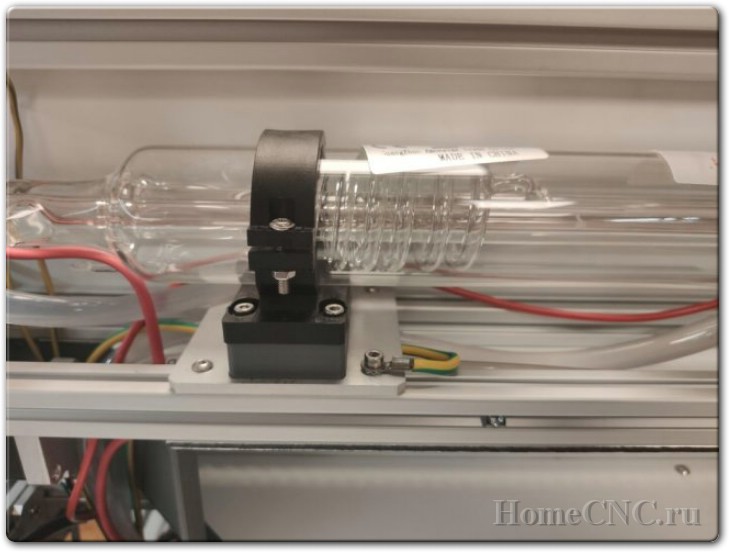
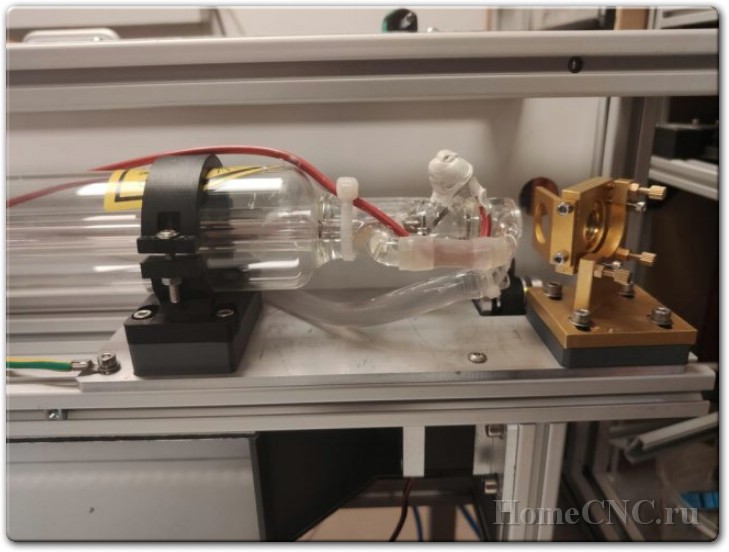
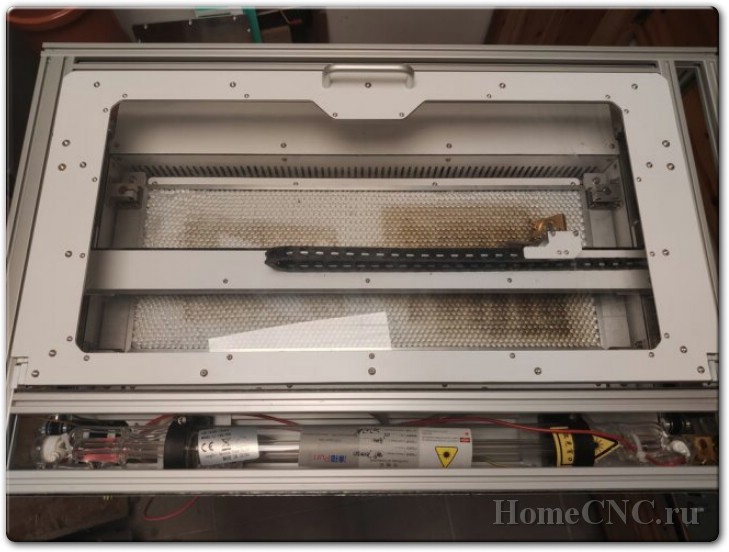
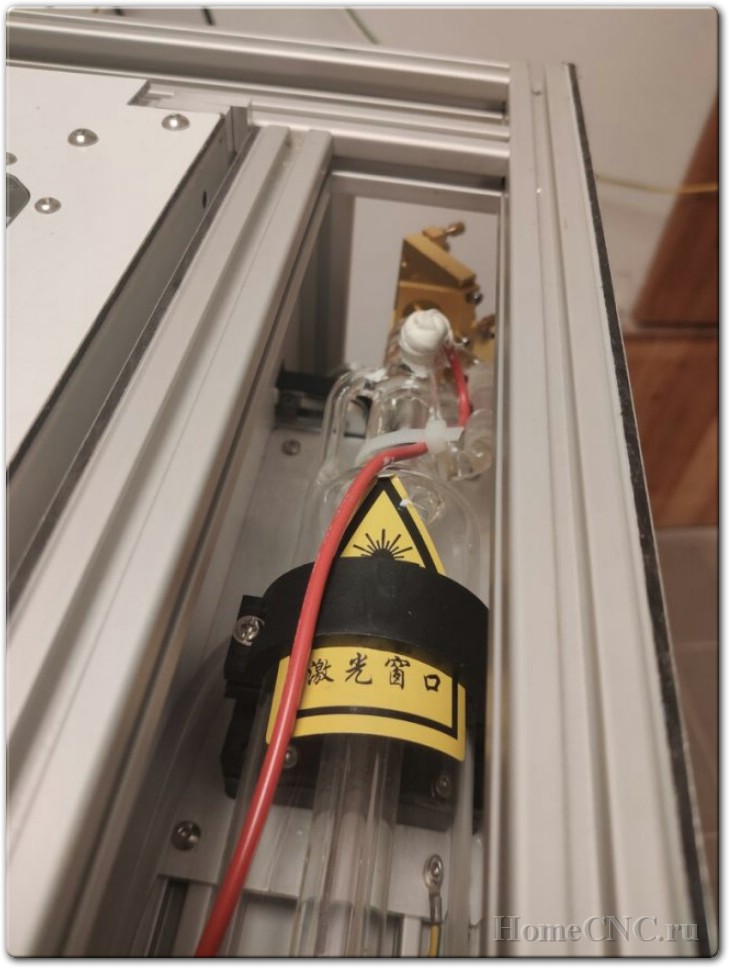
Шаг десятый: лазерная трубку
Лазерная трубка - основной компонент лазерного резака. В проекте была использована трубка мощностью 40 Вт от старого лазера K40.
Крепление трубки к основной раме осуществляется с помощью алюминиевых пластин толщиной 4 мм.
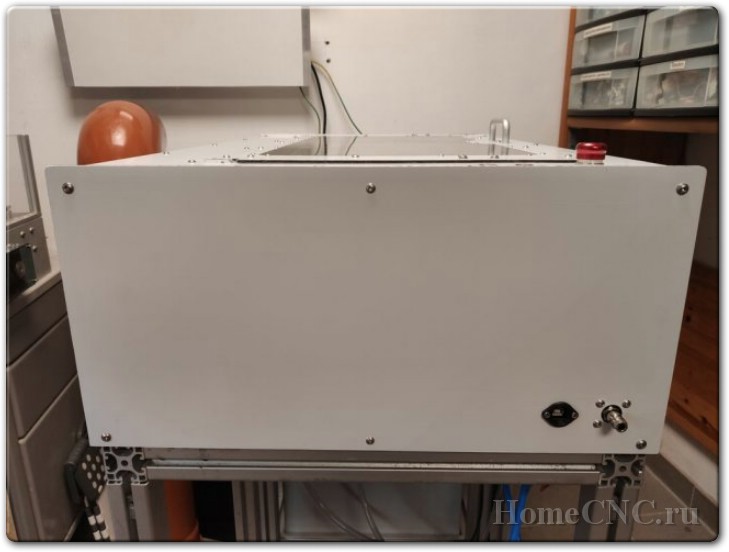
Шаг одиннадцатый: задняя и боковые панели
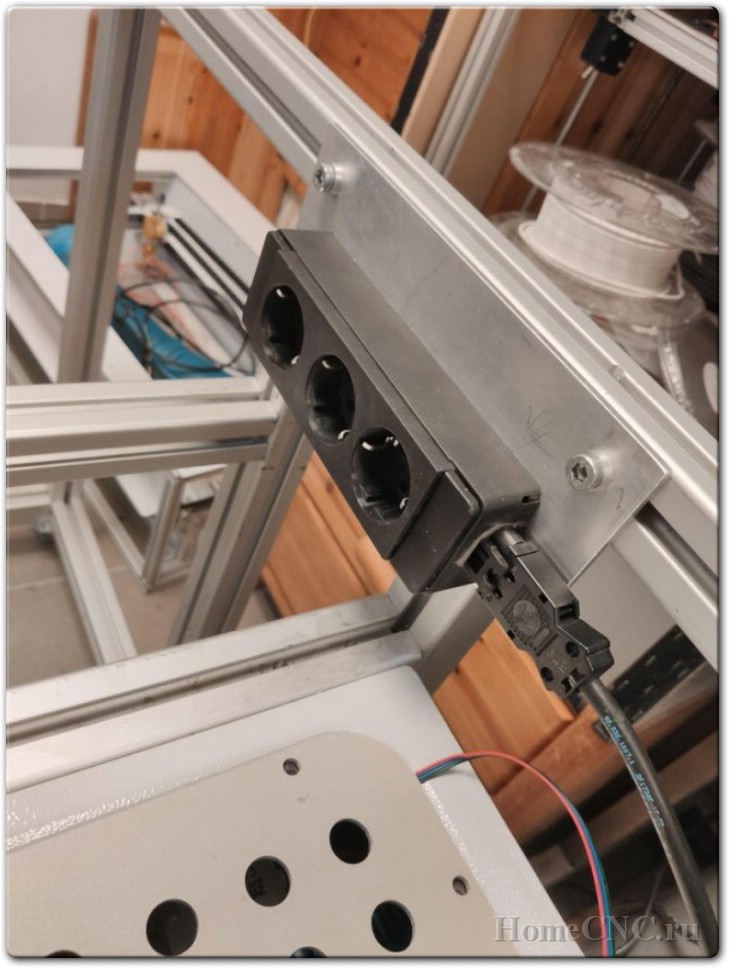
Теперь можно установить заднюю панель лазерного резака. На задней панели есть гнездо для электропитания, клемма заземления и алюминиевое крепление для вытяжного вентилятора. Воронка для вытяжного вентилятора подходит к трубке 160 мм.
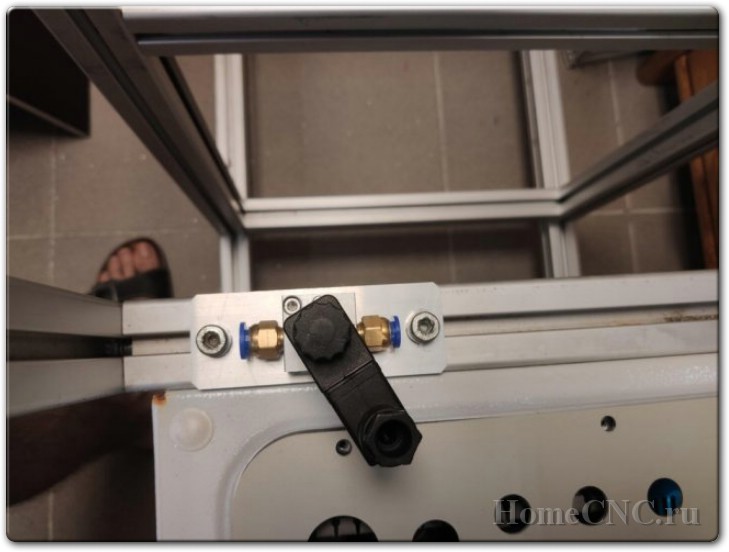
Левая боковая пластина изготовлена из 6 мм алюминия. В ней устанавливается USB-разъем и быстроразъемное соединение для компрессора.
Правая боковая панель закрывает только механику.
Шаг двенадцатый: электрика
Электрику мастер собирает в силовом шкафу.
Электронику станка можно разделить на разные группы:
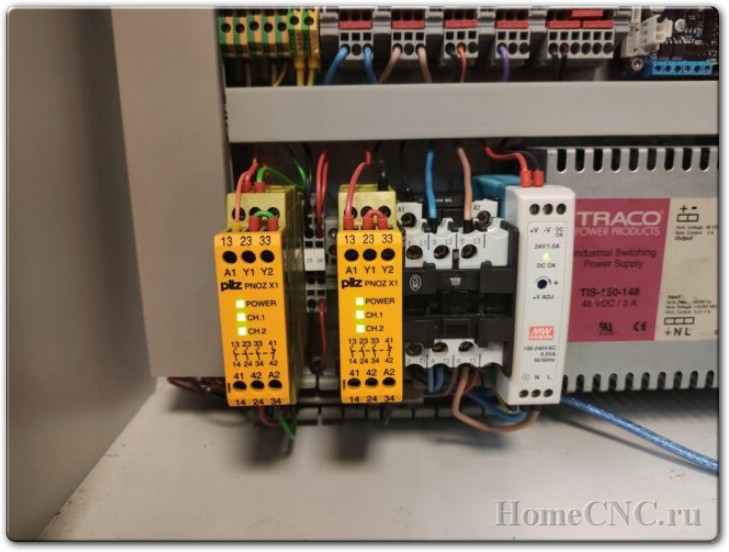
1. Цепи безопасности
В цепи есть два реле безопасности PILZ X1. Одно реле используется для аварийного выключения. Если нажать аварийный выключатель, силовой контактор отключит основное напряжение. Другое реле безопасности используется для верхней крышки и отключает лазер, когда дверь открыта.
2. Распределение электроэнергии
Для распределения питания требуемых напряжений для лазера (230 В переменного тока, 24 В постоянного тока, 48 В постоянного тока) были установлены DIN-рейки и клеммные колодки.
3. Драйвер двигателя
Для шаговых двигателей NEMA17 мастер использовал драйверы DM556 5,6A 48V. Благодаря высокому напряжению 48 В удалось достичь высоких скоростей до 1000 мм / с.
4. Источники питания
В качестве источников питания он использовал 48 В 250 Вт для двигателей NEMA17 и стандартный источник питания 40 Вт для лазерной трубки CO2. Напряжение 24 В для платы Cohension3D также генерируется источником питания для CO2-лазера.
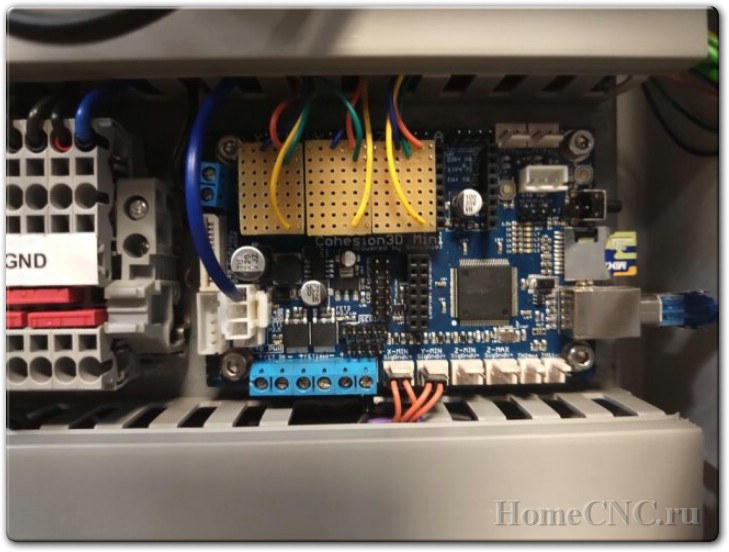
5. Cohension3D Mini
В качестве основного контроллера применяется плата Cohension3D Mini от старого лазера K40. Эта плата поддерживает Smoothieware как микропрограммное обеспечение и все функции Lightburn. В дополнение к основному контроллеру мастер также создал специальный контроллер для оси Z.
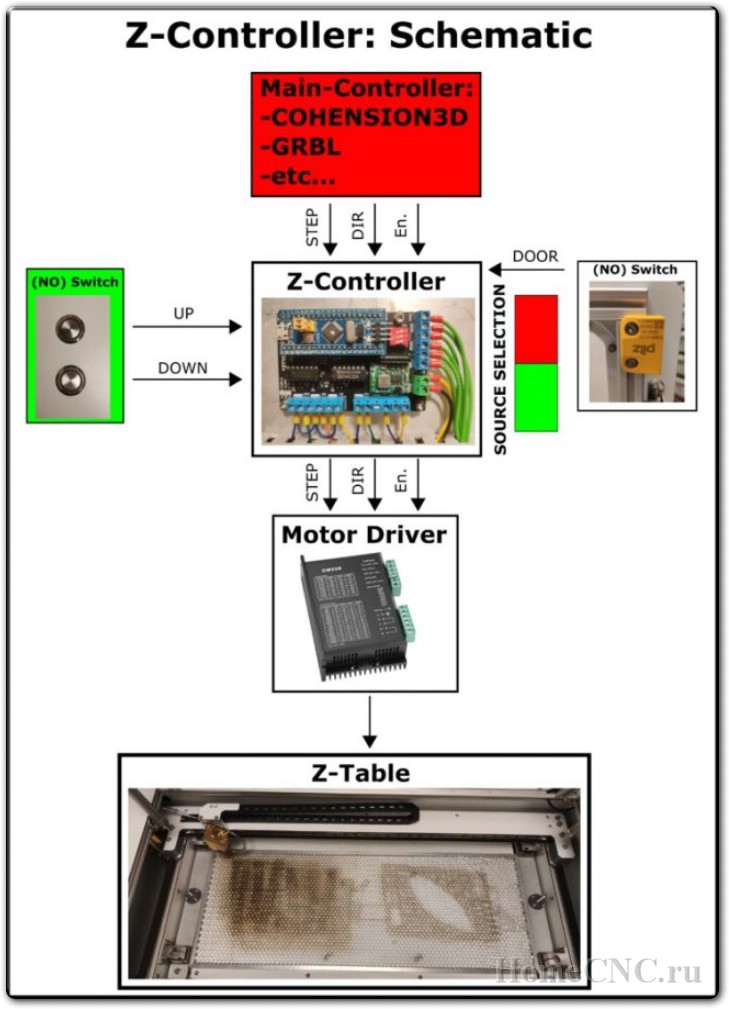
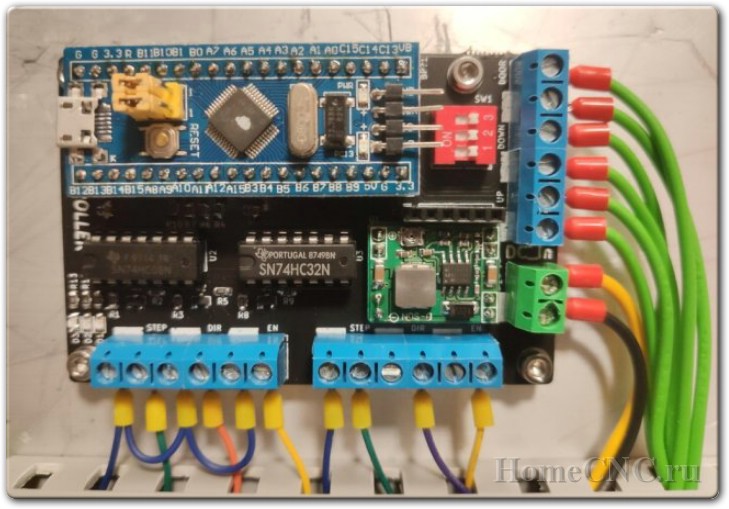
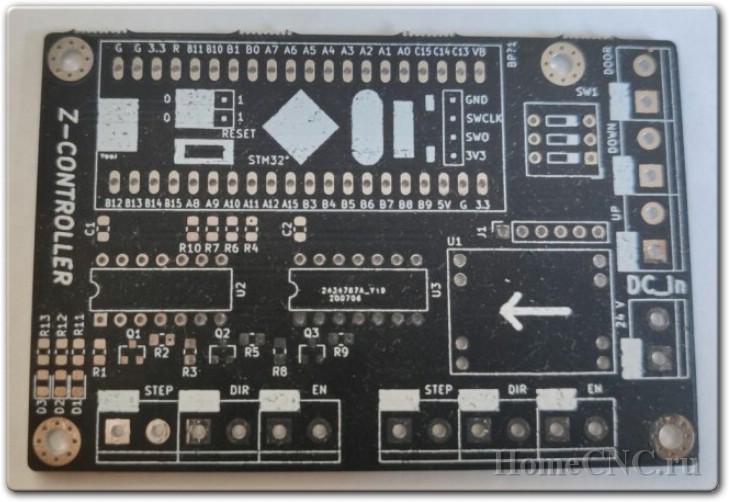
Шаг тринадцатый: Z-контроллер
Готовый Z-Controller имеет следующие параметры:
- Входное напряжение 24 В
-Рабочее напряжение 3,3 В - 5 В
-Регулируемая частота шага DIP-переключателями от 2,5 до 25 кГц
-STM32-микроконтроллер
Файл для изготовления платы можно скачать в конце статьи.
Шаг четырнадцатый: программирование
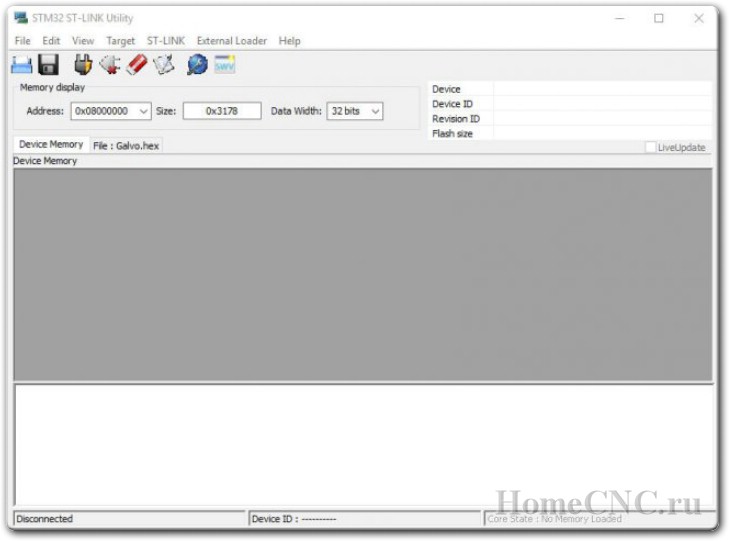
Для программирования понадобится программатор ST-Link.
1. Загрузите «Утилиту STM32 ST-LINK»: можно скачать программное обеспечение здесь - https://www.st.com/en/development-tools/stsw-link004.html
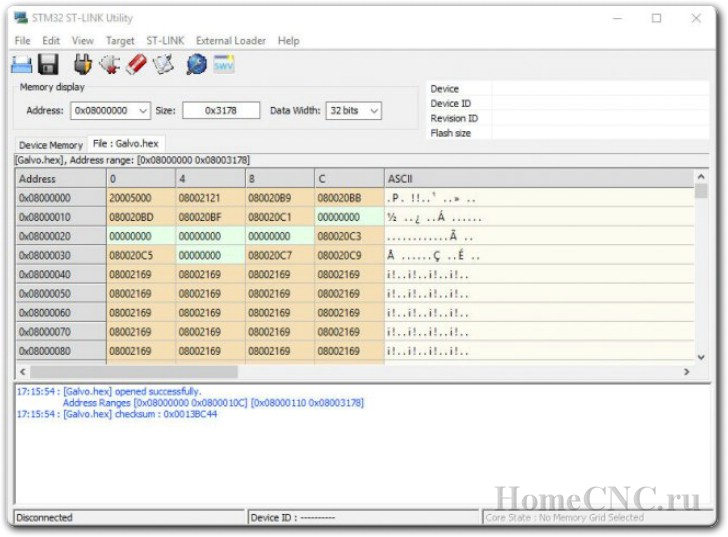
2. Установите и откройте «Утилиту STM32 ST-LINK»
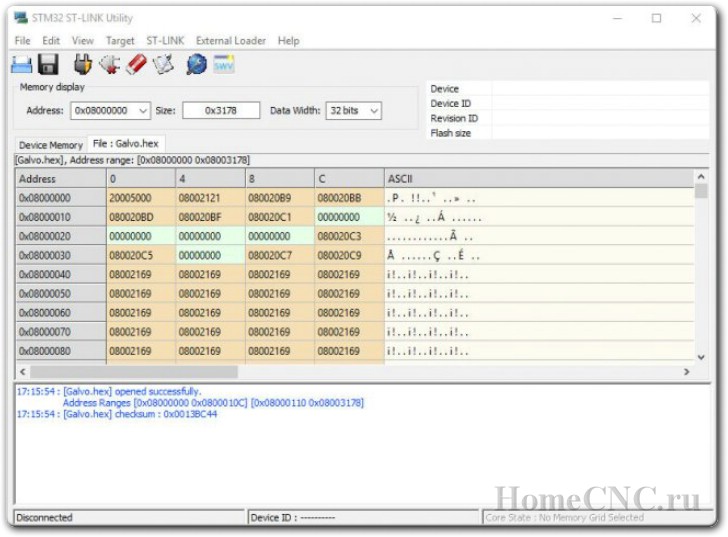
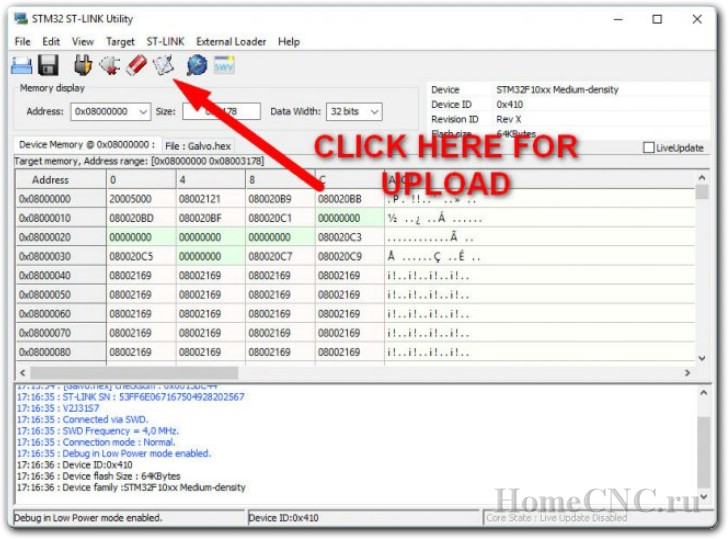
3. Теперь откройте файл Z-Controller.hex в утилите ST-Link: После этого нужно подключить STM32 «BluePill» к ST-Link-V2. После подключения нажать кнопку «Подключиться к кнопке traget».
Наконец нажмите «Загрузить». Теперь STM32 можно прошить..
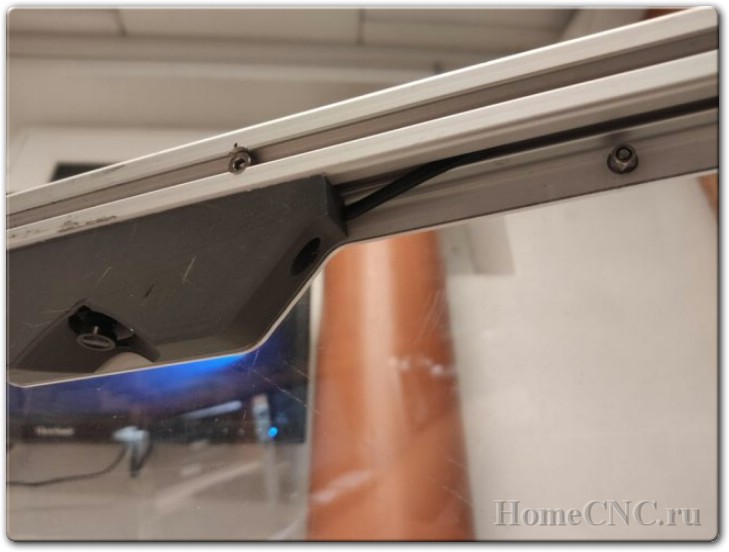
Шаг четырнадцатый: камера
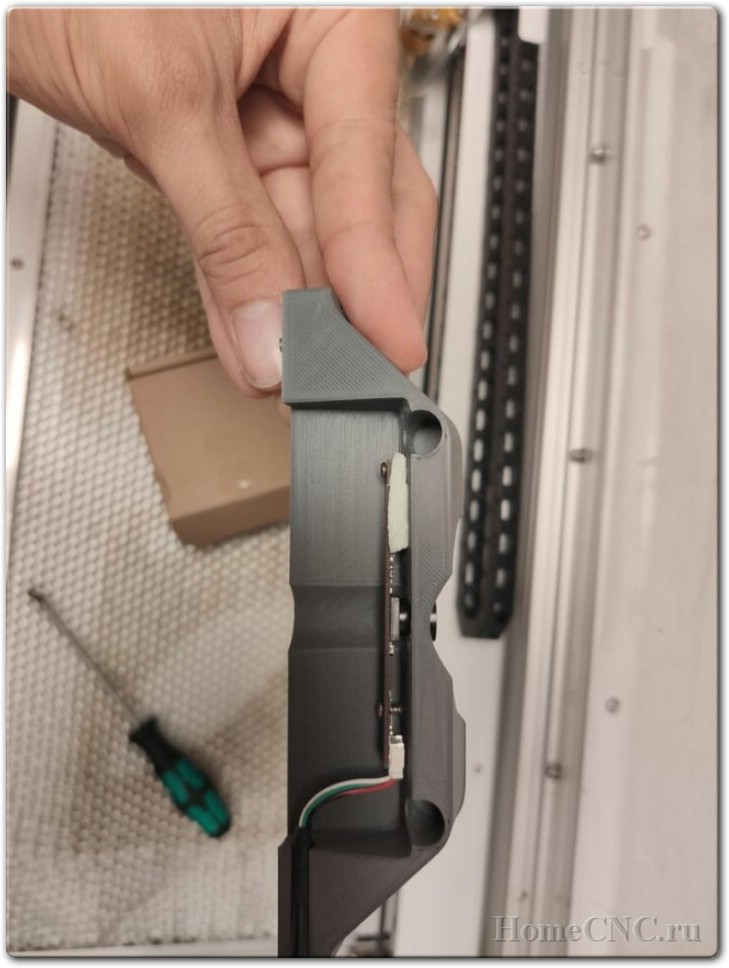
Чтобы включить одну из самых крутых функций Lightburn, нужно будет установить камеру и настроить ее, как написано здесь. Тогда можно нанести на карту гравировальное поле с его изображением, и согласовать работу с лазером.
Камера установлена в прорези окна. USB-кабель от камеры прикреплен к алюминиевым профилям верхней дверцы.
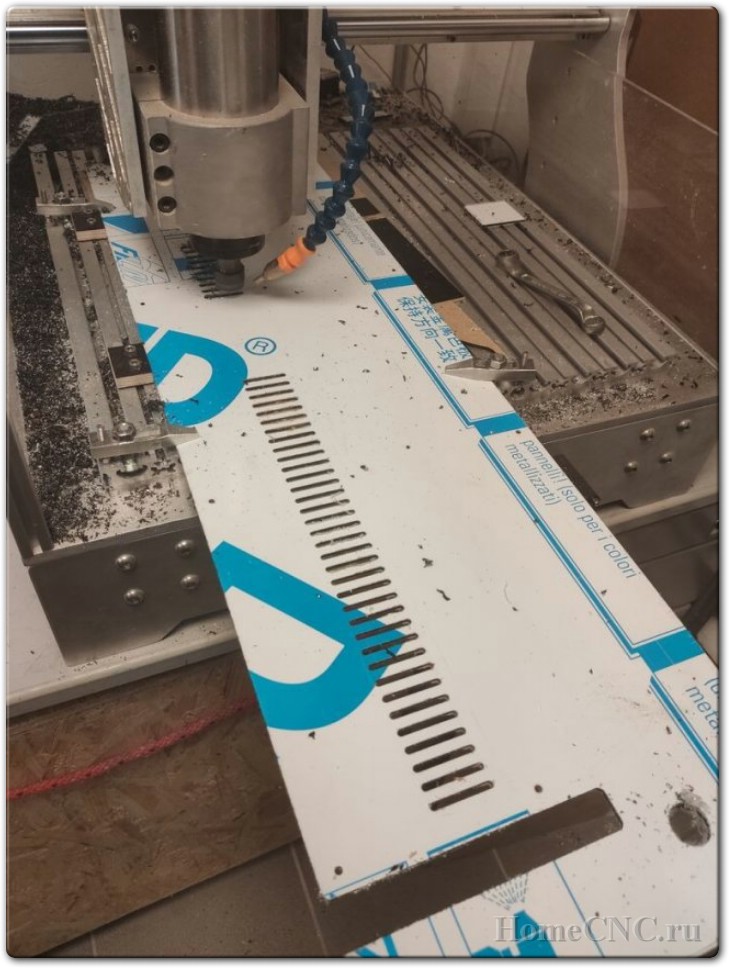
Все готово.
Работа самодельного лазерного ЧПУ на CO2
Внимение!: Лазер СО2 мощностью 40 Вт - это не игрушка! Всегда надевайте сертифицированные лазерные очки, когда работаете с ними!
Автор самодельного ЧПУ станка на CO2 лазере использует защитные очики Laservision R02T1D01.
Чертежи самодельного ЧПУ станка на CO2 лазерездесь.