–Ш–љ—В–µ—А–µ—Б–љ–Њ–µ –њ—А–µ–і–ї–Њ–ґ–µ–љ–Є–µ
–Т—Е–Њ–і
–°—В–∞—В–Є—Б—В–Є–Ї–∞


| –Ю–±–Ј–Њ—А 3D –њ—А–Є–љ—В–µ—А–∞ Anet A4 |
| 3D –њ—А–Є–љ—В–µ—А |
|
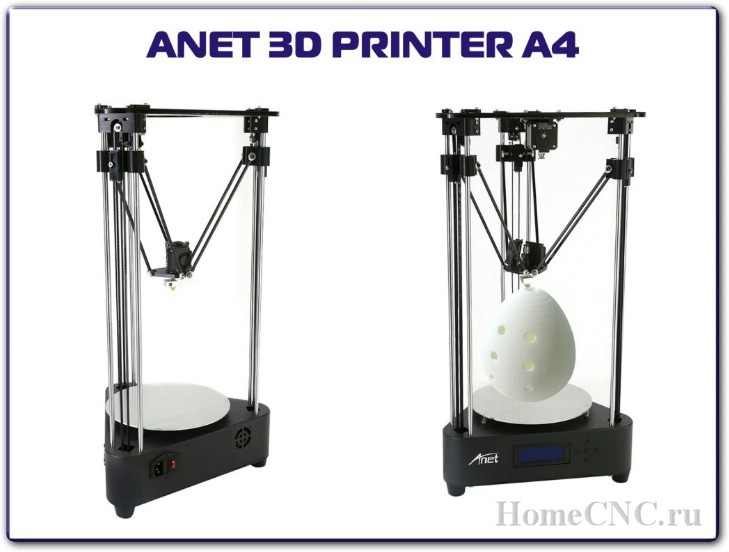
Anet A4 - –љ–µ–њ–ї–Њ—Е–Њ–є –±—О–і–ґ–µ—В–љ—Л–є –і–µ–ї—М—В–∞ –њ—А–Є–љ—В–µ—А.
–Т—Б–µ–Љ –њ—А–Є–≤–µ—В! –ѓ –і–∞–≤–љ–Њ —Е–Њ—В–µ–ї –њ–Њ–њ—А–Њ–±–Њ–≤–∞—В—М –≤ –і–µ–ї–µ –і–µ–ї—М—В—Г, –љ–Њ —Ж–µ–љ–љ–Є–Ї–Є –љ–∞ –љ–Є—Е –±—Л–ї–Є –Љ—П–≥–Ї–Њ –≥–Њ–≤–Њ—А—П –љ–µ –≥—Г–Љ–∞–љ–љ—Л–µ. –Ш —Н—В–Њ —Г—З–Є—В—Л–≤–∞—П, —З—В–Њ –Ї–∞–Ї –Є –≤ –і—А—Г–≥–Є—Е –Љ–Њ–і–µ–ї—П—Е, —Б–≤–Њ–Є—Е «–±–Њ–ї—П—З–µ–Ї» —Е–≤–∞—В–∞–µ—В. –Я–Њ—В–Њ–Љ –њ–Њ—П–≤–Є–ї—Б—П –Р4, –Ї–Њ—В–Њ—А—Л–є —Б—В–Њ–Є–ї —З—Г—В—М –ї–Є –љ–µ –≤–і–≤–Њ–µ –і–µ—И–µ–≤–ї–µ –±—О–і–ґ–µ—В–љ—Л—Е —Б–Њ–±—А–∞—В—М–µ–≤. –Я–Њ—Б–ї–µ –љ–µ–Ї–Њ—В–Њ—А–Њ–є –±–Њ—А—М–±—Л —Б –ґ–∞–±–Њ–є, –±—Л–ї–Њ —А–µ—И–µ–љ–Њ, —З—В–Њ —Б –≤—Л—З–µ—В–Њ–Љ –њ—А–Є–Ј–Њ–≤—Л—Е –Ј–∞ –њ–Њ–њ–∞–і–∞–љ–Є–µ –≤ –≤—Л—Б—И—Г—О –ї–Є–≥—Г —Ж–µ–љ–∞ —Б—В–∞–љ–Њ–≤–Є—В—Б—П —Б–Њ–≤—Б–µ–Љ –њ—А–Є–≤–ї–µ–Ї–∞—В–µ–ї—М–љ–Њ–є, —В–∞–Ї —З—В–Њ –њ–Њ—З–µ–Љ—Г –±—Л –Є –љ–µ—В. –Ъ–∞–Ї –Њ–±—Л—З–љ–Њ, —П –њ–Њ—Б—В–∞—А–∞—О—Б—М –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ —А–∞—Б–Ї—А—Л—В—М —В–µ–Љ—Г –љ–∞—Б—В—А–Њ–є–Ї–Є –Є –њ–µ—З–∞—В–Є, –њ–Њ–≥–Њ–≤–Њ—А–Є–Љ –Њ –і–Њ—Б—В–Њ–Є–љ—Б—В–≤–∞—Е, –љ–µ–і–Њ—Б—В–∞—В–Ї–∞—Е —Н—В–Њ–≥–Њ –≤–Є–і–∞ –њ—А–Є–љ—В–µ—А–Њ–≤ –Є –і–∞–љ–љ–Њ–є –Љ–Њ–і–µ–ї–Є –≤ —З–∞—Б—В–љ–Њ—Б—В–Є.
–Ъ—Г–њ–Њ–љ—Л –Њ—В 6 –і–Њ 8% –љ–µ –њ—А–Є–Љ–µ–љ—П–ї–Є—Б—М, –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –µ—Й–µ –Љ–∞–ї–Њ—Б—В—М —Б—Н–Ї–Њ–љ–Њ–Љ–Є—В—М. –Т–Ј—П–ї —Б—В—А–∞—Е–Њ–≤–Ї—Г –і–Њ—Б—В–∞–≤–Ї–Є –Ј–∞ 4$.
–Ф–Њ—Б—В–∞–≤–Ї–∞
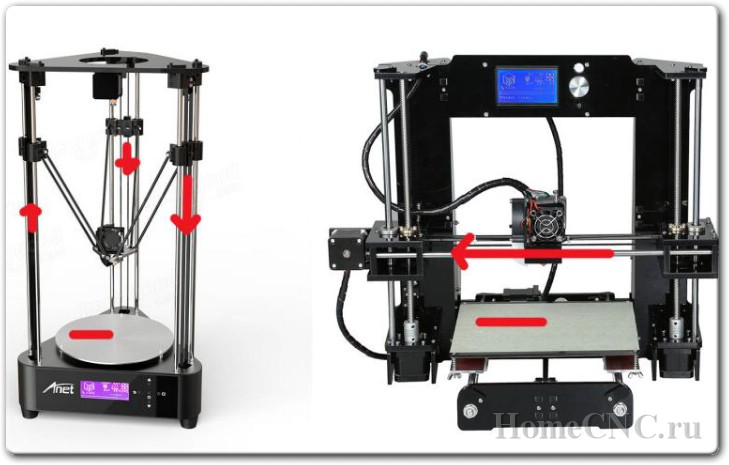
–Ф–∞–≤–∞–є—В–µ —А–∞–Ј–±–µ—А–µ–Љ—Б—П —Б –≤–Њ–њ—А–Њ—Б–Њ–Љ — –Ј–∞—З–µ–Љ –≤–Њ–Њ–±—Й–µ –Љ–љ–µ —Б–і–∞–ї—Б—П –і–µ–ї—М—В–∞ –њ—А–Є–љ—В–µ—А? –Х—Б—В—М –ґ–µ «–і—А—Л–≥–Њ—Б—В–Њ–ї».
–Ъ—Б—В–∞—В–Є, –≤–Њ—В –±–Њ–ї–µ–µ –њ—А–∞–≤–і–Њ–њ–Њ–і–Њ–±–љ—Л–є –Љ–∞—Б—И—В–∞–±, –∞ —В–Њ –њ–Њ—В–Њ–Љ –љ–∞–њ–Є—И–µ—В–µ, —З—В–Њ –≤–≤–µ–ї –≤ –Ј–∞–±–ї—Г–ґ–і–µ–љ–Є–µ
— –Э–µ–±–Њ–ї—М—И–∞—П –Њ–±–ї–∞—Б—В—М –њ–µ—З–∞—В–Є. –Я—А–Є –і–Є–∞–Љ–µ—В—А–µ –Ї—А—Г–≥–∞ 200 –Љ–Љ, –≤ –љ–µ–≥–Њ –≤–њ–Є—И–µ—В—Б—П –Ї–≤–∞–і—А–∞—В —Б–Њ —Б—В–Њ—А–Њ–љ–∞–Љ–Є –Њ–Ї–Њ–ї–Њ 140 –Љ–Љ 
–Ґ–µ–њ–µ—А—М –Њ –њ–ї—О—Б–∞—Е.
–Э–Њ –µ—Б–ї–Є —Б–Њ–±–Є—А–∞—В—М –і–µ–ї—М—В—Г —Б –љ—Г–ї—П —Б–∞–Љ–Њ–Љ—Г, —В–Њ –±—Г–і–µ—В –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –њ—А–Њ–±–ї–µ–Љ:
–Х—Б–ї–Є —А–∞–љ—М—И–µ –±—Л–ї–Њ –і–Њ—Б—В–∞—В–Њ—З–љ–Њ –≤—Л—Б—В–∞–≤–Є—В—М –Ї–Њ–љ—Ж–µ–≤–Є–Ї –Њ—Б–Є Z –Є –≤—Л—А–Њ–≤–љ—П—В—М –њ–Њ –љ–µ–Љ—Г —Б—В–Њ–ї, —В–Њ —Б–µ–є—З–∞—Б –љ—Г–ґ–љ–Њ –љ–∞—Б—В—А–Њ–Є—В—М —А–∞—Б—Б—В–Њ—П–љ–Є–µ –і–Њ –љ—Г–ї–µ–≤–Њ–є —В–Њ—З–Ї–Є –њ–Њ –≤—Б–µ–Љ —В—А–µ–Љ –Њ—Б—П–Љ.
 –Э–Њ —Н—В–Њ –µ—Й–µ –љ–µ –≤—Б–µ, –≤–µ–і—М –µ—Б—В—М –µ—Й–µ —В–∞–Ї–Њ–є –њ–∞—А–∞–Љ–µ—В—А –Ї–∞–Ї –і–µ–ї—М—В–∞ —А–∞–і–Є—Г—Б, –Ї–Њ—В–Њ—А—Л–є –Њ–њ—А–µ–і–µ–ї—П–µ—В –љ–∞ —Б–Ї–Њ–ї—М–Ї–Њ –љ—Г–ґ–љ–Њ –њ–Њ–і–љ—П—В—М –Њ–і–љ—Г –Є–Ј –Њ—Б–µ–є, —З—В–Њ–±—Л –њ—А–Є —Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ–Є–Є –ї–Є–љ–Є–Є –і—А—Г–≥–Є–Љ–Є –љ–µ –±—Л–ї–Њ —Б–Ї–∞—З–Ї–Њ–≤ –њ–Њ –≤—Л—Б–Њ—В–µ. 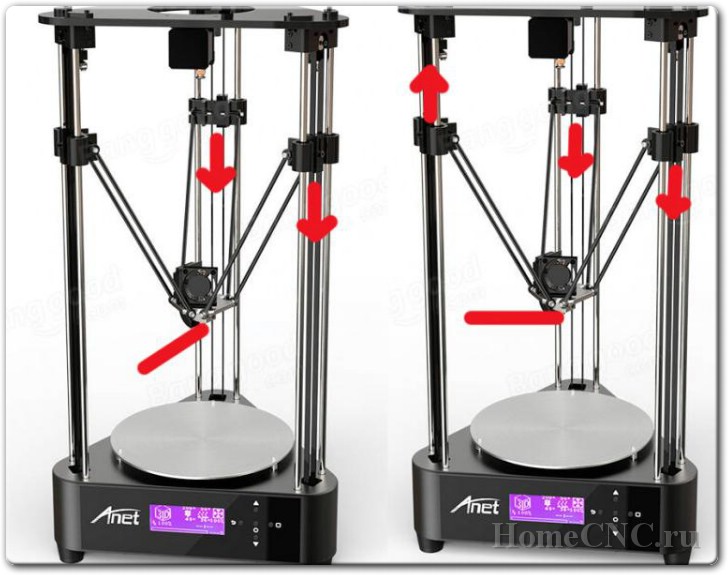 –Я—А–Њ—Ж–µ–і—Г—А—Г –љ–∞—Б—В—А–Њ–є–Ї–Є –љ–∞–Ј—Л–≤–∞—О—В –Є—Б–њ—А–∞–≤–ї–µ–љ–Є–µ–Љ –ї–Є–љ–Ј—Л. –Ъ–∞—А—В–Є–љ–Ї–∞ –Є–Ј –Є–љ—В–µ—А–љ–µ—В–∞ 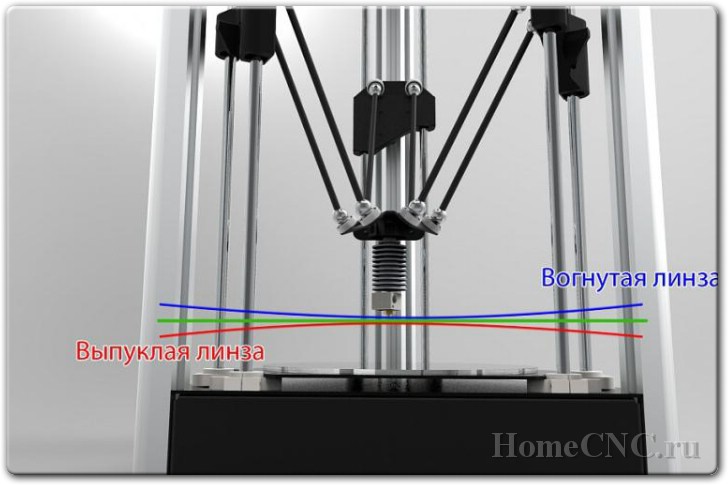 –Ш–Ј–±–∞–≤–ї–µ–љ–Є–µ–Љ –Њ—В –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ–Њ–є –≥–Њ–ї–Њ–≤–љ–Њ–є –±–Њ–ї–Є –±—Г–і–µ—В –і–Њ–±–∞–≤–ї–µ–љ–Є–µ –∞–≤—В–Њ–Ї–∞–ї–Є–±—А–Њ–≤–Ї–Є –Є–ї–Є –њ–Њ–Ї—Г–њ–Ї–∞ –Љ–Њ–і–µ–ї–Є —Б —Н—В–Њ–є —Д—Г–љ–Ї—Ж–Є–µ–є –Є–Ј –Ї–Њ—А–Њ–±–Ї–Є.
–Э—Г –Є –і–∞–≤–љ–Њ —Е–Њ—В–µ–ї–Њ—Б—М –њ–Њ–Ї–Њ–≤—Л—А—П—В—М—Б—П –≤ –і–∞–љ–љ–Њ–є –Љ–µ—Е–∞–љ–Є–Ї–µ =)
–•–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є
–Ь–Њ–і–µ–ї—М: A4
–Ь–∞—В–µ—А–Є–∞–ї—Л –Ї–Њ—А–њ—Г—Б–∞: –Р–Ї—А–Є–ї, —Б—В–Њ–ї –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л–є –≠–Ї—А–∞–љ: LCD2004 –Ъ–Њ–ї–Є—З–µ—Б—В–≤–Њ —Б–Њ–њ–µ–ї: 1 –Т—Л—Б–Њ—В–∞ —Б–ї–Њ—П: 0.1-0.4 –Љ–Љ –Ґ–Њ—З–љ–Њ—Б—В—М –њ–Њ –Њ—Б—П–Љ X / Y: 0.012 –Љ–Љ –Ґ–Њ—З–љ–Њ—Б—В—М –њ–Њ –Њ—Б–Є Z: 0.004 –Љ–Љ –Ь–∞—В–µ—А–Є–∞–ї –і–ї—П –њ–µ—З–∞—В–Є: ABS/PLA / HIP / PRTG / TPU / Wood / Nylon / PP –Є –і—А—Г–≥–Є–µ –Ф–Є–∞–Љ–µ—В—А –њ—А—Г—В–Ї–∞: 1.75 –Љ–Љ –°–Њ–њ–ї–Њ: 0,4 –Љ–Љ –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ —Е–Њ—В—Н–љ–і–∞: 260 –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ —Б—В–Њ–ї–∞: 100 –†–∞–Ј–Љ–µ—А –њ–µ—З–∞—В–Є: 200 * 210 –Љ–Љ –°–Ї–Њ—А–Њ—Б—В—М –њ–µ—З–∞—В–Є: 40-120 –Љ–Љ/—Б –Ь–Њ—Й–љ–Њ—Б—В—М: 250W –Ґ–Є–њ —Д–∞–є–ї–Њ–≤: STL / OBJ / JPG –ѓ–Ј—Л–Ї –Љ–µ–љ—О: –Р–љ–≥–ї–Є–є—Б–Ї–Є–є –†–∞–Ј–Љ–µ—А –њ—А–Є–љ—В–µ—А–∞: 640*330 –Љ–Љ –Т–µ—Б: 6.8 –Ї–≥ –Т–µ—Б —Г–њ–∞–Ї–Њ–≤–Ї–Є: 8.5 –Ї–≥ –†–∞–Ј–Љ–µ—А —Г–њ–∞–Ї–Њ–≤–Ї–Є: 610*340*165 –Љ–Љ
–†–∞—Б–њ–∞–Ї–Њ–≤–Ї–∞
–Ъ—Г—А—М–µ—А –њ–µ—А–µ–і–∞–ї –≤ —А—Г–Ї–Є –≤–Њ—В —В–∞–Ї—Г—О –Ї–Њ—А–Њ–±–Њ—З–Ї—Г –љ–∞ –≤–µ—Б—М —Б—В–Њ–ї
 –°–±–Њ–Ї—Г —В–Њ–ї—М–Ї–Њ –±—А–µ–љ–і  –£–њ–∞–Ї–Њ–≤–∞–љ–Њ –≤—Б–µ –і–Њ–≤–Њ–ї—М–љ–Њ –Ї–Њ–Љ–њ–∞–Ї—В–љ–Њ  –°–≤–µ—А—Е—Г –≤–Є–і–љ–Њ –∞–Ї—А–Є–ї–Њ–≤—Г—О –Ї—А—Л—И–Ї—Г. –Я–Њ–і –±—Г–Љ–∞–≥–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –≥–ї—П–љ—Ж–µ–≤–∞—П, –Ј–µ—А–Ї–∞–ї—М–љ–∞—П. –Э–µ—В –Њ—В–≤–µ—А—Б—В–Є–є –њ–Њ–і –≤–∞–ї—Л –Ї–∞–Ї –≤ –њ—А–Њ—И–ї—Л—Е –≤–µ—А—Б–Є—П—Е.  –Ю—Б–љ–Њ–≤–∞–љ–Є–µ —Б –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–Љ–Є —Б—В–µ–љ–Ї–∞–Љ–Є, —Г–≤–µ—Б–Є—Б—В–Њ–µ. –Ю—Б–љ–Њ–≤–љ–∞—П —Н–ї–µ–Ї—В—А–Њ–љ–Є–Ї–∞ —Г–ґ–µ –љ–∞ –Љ–µ—Б—В–µ 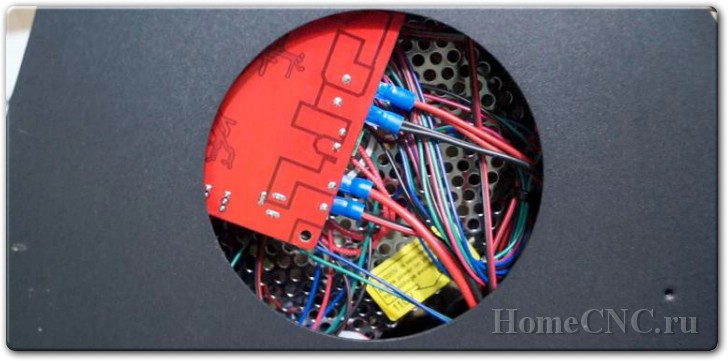 –°–љ–Є–Ј—Г –µ—Б—В—М –≤–µ–љ—В–Є–ї—П—Ж–Є–Њ–љ–љ—Л–µ –Њ—В–≤–µ—А—Б—В–Є—П  –Ґ–∞–Ї –ґ–µ —Б–љ–Є–Ј—Г –Ї—А–µ–њ—П—В—Б—П —В–Њ–ї—Б—В—Л–µ –њ—А–Њ—А–µ–Ј–Є–љ–µ–љ–љ—Л–µ –љ–Њ–ґ–Ї–Є.  –Ь—П–≥–Њ–љ—М–Ї–Є–µ.  –°–њ—А–∞–≤–∞ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ –њ–Њ–ї–љ–Њ—Ж–µ–љ–љ—Л–є IEC —А–∞–Ј—К–µ–Љ –њ–Є—В–∞–љ–Є—П —Б –њ—А–µ–і–Њ—Е—А–∞–љ–Є—В–µ–ї–µ–Љ –Є –≤—Л–Ї–ї—О—З–∞—В–µ–ї–µ–Љ. –Ґ–∞–Ї –ґ–µ –µ—Б—В—М –≤–µ–љ—В–Є–ї—П—В–Њ—А –њ—А–∞–≤–µ–µ. –†–∞–±–Њ—В–∞–µ—В –љ–∞ –≤—Л–і—Г–≤, –і—Г–µ—В –љ–µ–њ–ї–Њ—Е–Њ.  –°–ї–µ–≤–∞ –≤–Љ–Њ–љ—В–Є—А–Њ–≤–∞–љ –ґ–≥—Г—В —Б –њ—А–Њ–≤–Њ–і–Ї–Њ–є –Ї–Њ–љ—Ж–µ–≤–Є–Ї–Њ–≤ –Њ—Б–µ–є –Є –і–≤–Є–≥–∞—В–µ–ї—П —Н–Ї—Б—В—А—Г–і–µ—А–∞, —А—П–і–Њ–Љ –≥–љ–µ–Ј–і–∞ –і–ї—П –њ–Њ–і–Ї–ї—О—З–µ–љ–Є—П –Ї –Ї–Њ–Љ–њ—М—О—В–µ—А—Г –Є –Ї–∞—А—В—А–Є–і–µ—А, —А–∞–Ј—К–µ–Љ –ї–µ–≤–µ–µ –Њ—В–≤–µ—З–∞–µ—В –Ј–∞ –Ї–Њ–љ—В—А–Њ–ї—М —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –њ–µ—З–∞—В–Є — –љ–∞–≥—А–µ–≤–∞—В–µ–ї—М –Є –≤–µ–љ—В–Є–ї—П—В–Њ—А—Л.  –Т–Њ—В, –Ї—Б—В–∞—В–Є, –≤–Є–ї–Ї–∞.  –Э–∞ –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ–µ –ї–Њ–≥–Њ—В–Є–њ, —Н–Ї—А–∞–љ –Є 5 –Ї–љ–Њ–њ–Њ–Ї —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Ї–∞–Ї –≤ Anet A8. –Т—Б–µ –≤ —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Њ—З–љ–Њ–є –њ–ї–µ–љ–Ї–µ.  –°—В–Њ–ї –Ї—А—Г–≥–ї—Л–є, –ї–Є—Ж–µ–≤–∞—П —З–∞—Б—В—М –њ–Њ–Ї—А—Л—В–∞ –Љ–∞–ї—П—А–љ—Л–Љ —Б–Ї–Њ—В—З–µ–Љ 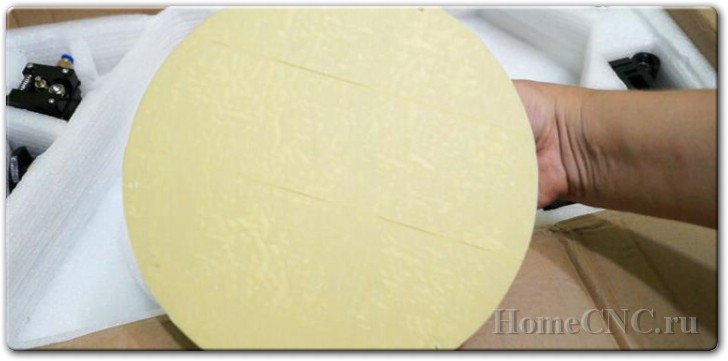 –Х—Б—В—М –њ–Њ–і–Њ–≥—А–µ–≤, —А–∞–Ј—К–µ–Љ –ї—Г—З—И–µ —Б—А–∞–Ј—Г —А–∞—Б–њ–∞—П—В—М  –≠–Ї—Б—В—А—Г–і–µ—А –Љ–љ–µ –њ–Њ–љ—А–∞–≤–Є–ї—Б—П. –Я–Њ—Б–Љ–Њ—В—А–Є—В–µ –љ–∞ –Ј–∞–Ј–Њ—А –Љ–µ–ґ–і—Г —И–µ—Б—В–µ—А–љ–µ–є –Є –Њ—В–≤–µ—А—Б—В–Є—П–Љ–Є –њ–Њ–і–∞—З–Є.  –Э–∞–Ї–Њ–љ–µ—Ж –Є–Ј–Љ–µ–љ–Є–ї–Є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—О –Є –љ–µ –љ—Г–ґ–љ–Њ –њ–Њ–і–Ї–ї–∞–і—Л–≤–∞—В—М —В–µ—Д–ї–Њ–љ–Њ–≤—Г—О —В—А—Г–±–Ї—Г –≤–Њ –≤—А–µ–Љ—П –њ–µ—З–∞—В–Є –≥–Є–±–Ї–Є–Љ –њ–ї–∞—Б—В–Є–Ї–Њ–Љ. 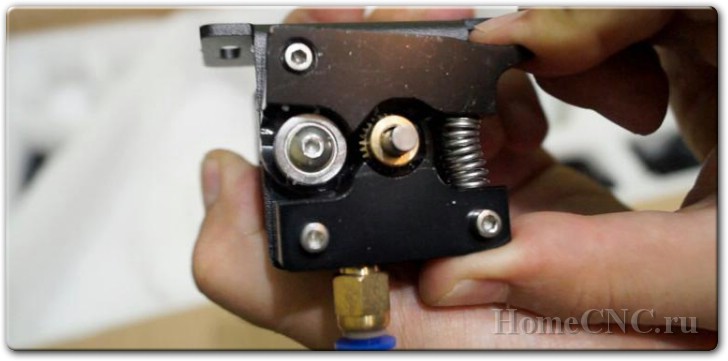 –•–Њ—В–µ–љ–і –≤–ї–Њ–ґ–Є–ї–Є –Њ—В–і–µ–ї—М–љ–Њ, –љ–µ –Ј–љ–∞—О —З—В–Њ –Љ–µ—И–∞–ї–Њ —Б—А–∞–Ј—Г –њ–Њ—Б—В–∞–≤–Є—В—М –љ–∞ –Љ–µ—Б—В–Њ.  –І–∞—Б—В—М –і–µ—В–∞–ї–µ–є –љ–∞–њ–µ—З–∞—В–∞–љ—Л. –Т–Њ—В —Д–Є–Ї—Б–∞—В–Њ—А –≤–µ—А—Е–љ–µ–є –Ї—А—Л—И–Ї–Є –Є –Ї–∞—А–µ—В–Ї–∞ 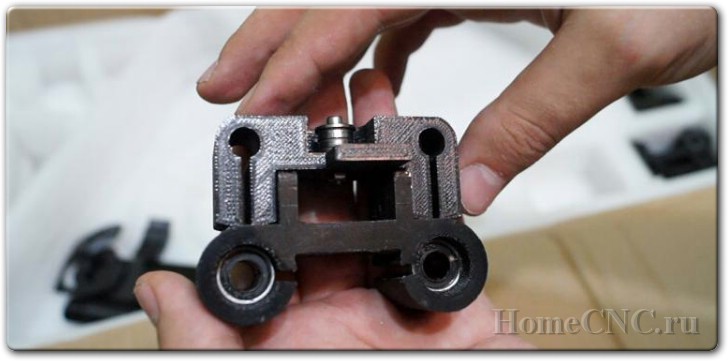 –§–Є–Ї—Б–∞—В–Њ—А—Л/–љ–∞—В—П–ґ–Є—В–µ–ї–Є —А–µ–Љ–љ–µ–є  –°–Њ–њ–ї–Њ –Њ–±–і—Г–≤–∞ 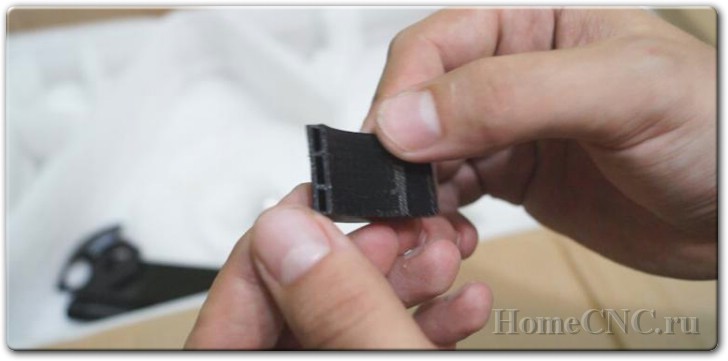 –Т —Б—В–Њ–є–Ї–µ –і–ї—П –Ї–∞—В—Г—И–Ї–Є —В–Њ–ї—М–Ї–Њ –Њ–њ–Њ—А–љ–∞—П –њ–ї–∞—Б—В–Є–љ–∞ –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–∞—П, –Њ—Б—В–∞–ї—М–љ–Њ–µ —В–∞–Ї –ґ–µ –љ–∞–њ–µ—З–∞—В–∞–љ–Њ  –£ –Ї–Њ—А–Њ–±–Ї–Є –і–≤–Њ–є–љ–Њ–µ –і–љ–Њ. –Т –љ–Є–ґ–љ–µ–Љ –Њ—В—Б–µ–Ї–µ –Љ–Њ–ґ–љ–Њ –љ–∞–є—В–Є –≤–∞–ї—Л, —А–µ–Љ–љ–Є, —И–љ—Г—А –і–ї—П –њ–Њ–і–Ї–ї—О—З–µ–љ–Є—П –Ї –Я–Ъ, –Њ—В–≤–µ—А—В–Ї–Є, –Ї—Г—Б–∞—З–Ї–Є, –Ї–∞—А–±–Њ–љ–Њ–≤—Л–µ –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–µ –Ї–∞—А–µ—В–Ї–Є, –њ–∞–Ї–µ—В–Є–Ї–Є —Б –≥–∞–є–Ї–∞–Љ–Є –Є –±–Њ–ї—В–Є–Ї–∞–Љ–Є.  –Ъ—Б—В–∞—В–Є, —А–µ–Љ–љ–Є —Б –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–Љ –Ї–Њ—А–і–Њ–Љ, —З—В–Њ –Њ—З–µ–љ—М —Е–Њ—А–Њ—И–Њ  –Х—Й–µ –ґ —Д–Є–ї–∞–Љ–µ–љ—В –±—Л–ї. –Я–Њ–ї–Њ–ґ–Є–ї–Є «–Њ—В –і—Г—И–Є» –њ—А—П–Љ, –љ—Г —Е–Њ—В—М –≤ –≤–∞–Ї—Г—Г–Љ–љ–Њ–Љ –њ–∞–Ї–µ—В–µ –Є –љ–∞ —В–Њ–Љ —Б–њ–∞—Б–Є–±–Њ =)  –Ш —В–µ—Д–ї–Њ–љ–Њ–≤–Њ–є —В—А—Г–±–Ї–Є —Б –Ј–∞–њ–∞—Б–Њ–Љ 
–°–±–Њ—А–Ї–∞
–Ш–Ј–љ–∞—З–∞–ї—М–љ–Њ —П —Б–љ–Є–Љ–∞–ї –Є —Д–Њ—В–Њ–≥—А–∞—Д–Є—А–Њ–≤–∞–ї –њ—А–Њ—Ж–µ—Б—Б, –љ–Њ –њ–Њ—В–Њ–Љ –њ–Њ–љ—П–ї —З—В–Њ –і–µ–ї–∞—О —В–Њ–ї—М–Ї–Њ —Е—Г–ґ–µ –Є –љ—Г–ґ–љ–Њ –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –Ї–∞–Љ–µ—А —З—В–Њ–±—Л —Б–Љ–µ–љ–∞ —А–∞–Ї—Г—А—Б–∞ –љ–µ —Б–±–Є–≤–∞–ї–∞ —Б —В–Њ–ї–Ї—Г, –њ–Њ—Н—В–Њ–Љ—Г —Б–±–Њ—А–Ї–Є –љ–µ –±—Г–і–µ—В.
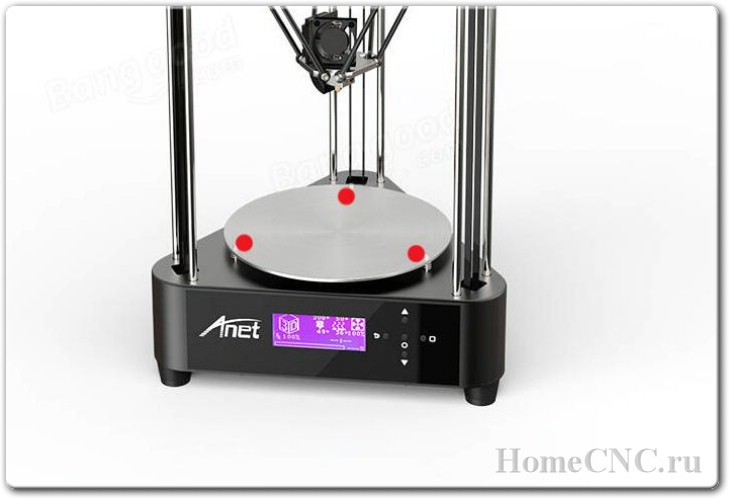
–Ґ–∞–Ї –Ј–∞—З–µ–Љ –ґ–µ —П —Б–і–µ–ї–∞–ї —Б–њ–Њ–є–ї–µ—А, –њ–Њ–љ–∞–њ–Є—Б–∞–ї —В—Г—В –≤—Б—П–Ї–Њ–≥–Њ? –Ф–µ–ї–Њ –≤ —В–Њ–Љ, —З—В–Њ –Љ–љ–µ –њ—А–Є—И–ї–Њ—Б—М –њ–Њ–≤—В–Њ—А–љ–Њ —А–∞–Ј–±–Є—А–∞—В—М —З–∞—Б—В—М –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –Є–Ј-–Ј–∞ —В–Њ–≥–Њ —З—В–Њ —Б—А–∞–Ј—Г –љ–µ –њ—А–Њ–≤–µ—А–Є–ї –≤—Б–µ. 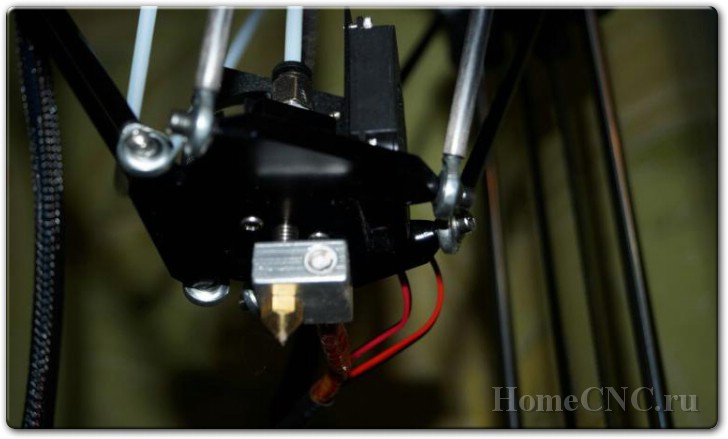 –Э–Њ –љ–∞ —Б–∞–Љ–Њ–Љ –і–µ–ї–µ –і–Њ–ї–ґ–љ–Њ –±—Л—В—М –Ї–∞–Ї —Б–њ—А–∞–≤–∞, –Є–љ–∞—З–µ —Б–Њ–њ–ї–Њ –Њ–±–і—Г–≤–∞ —Г–њ–Є—А–∞–µ—В—Б—П –≤ –љ–∞–≥—А–µ–≤–∞—В–µ–ї—М. 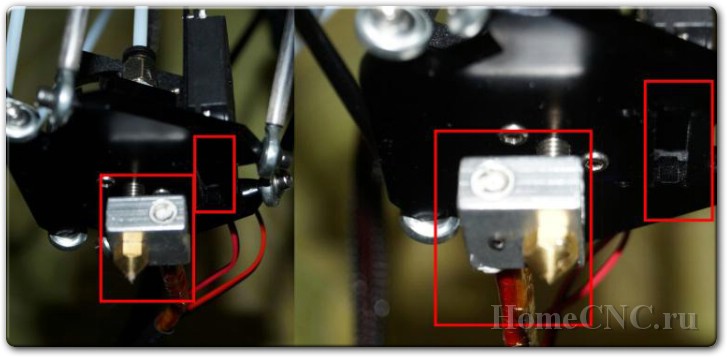 –Я—А–Є—И–ї–Њ—Б—М –Љ–µ–љ—П—В—М –Љ–µ—Б—В–∞–Љ–Є —Б–Њ–њ–ї–Њ –Є —Б—В–≤–Њ–ї —Е–Њ—В—Н–љ–і–∞. –Я—А–Є —Н—В–Њ–Љ —Д–Є–Ї—Б–∞—В–Њ—А –љ–∞–≥—А–µ–≤–∞—В–µ–ї—П –і–Њ–ї–ґ–µ–љ –Њ–Ї–∞–Ј–∞—В—М—Б—П —Б –љ–Є–ґ–љ–µ–є —Б—В–Њ—А–Њ–љ—Л.  –Ґ–∞–Ї –ґ–µ –≤ –Љ–Њ–µ–Љ —Б–ї—Г—З–∞–µ –Ј–∞–±—Л–ї–Є –њ–Њ–і–Ї–ї—О—З–Є—В—М —И–ї–µ–є—Д –і–Є—Б–њ–ї–µ—П 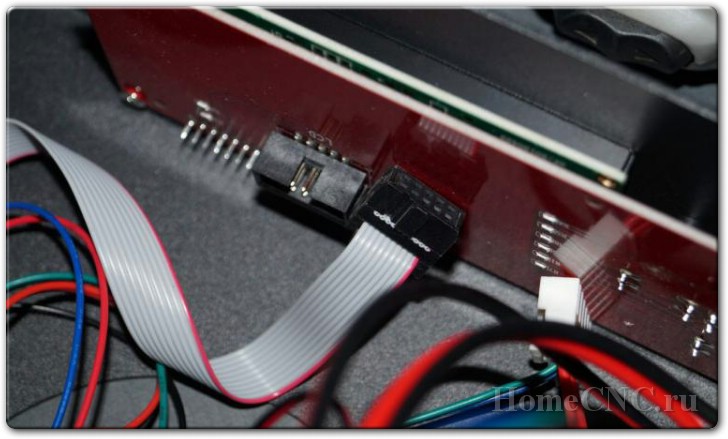 –Ч–∞–Њ–і–љ–Њ –њ–Њ—Б–Љ–Њ—В—А–µ–ї —З—В–Њ –Ј–∞ –±–ї–Њ–Ї –њ–Њ—Б—В–∞–≤–Є–ї–Є. 20 –Р–Љ–њ–µ—А. –Я—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –≤–њ—А–Є—В—Л–Ї.  –Ш –љ–∞ –њ–ї–∞—В—Г 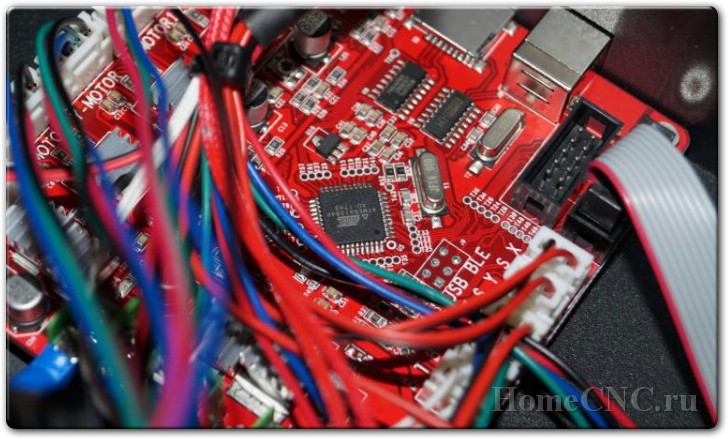 –Ґ–∞–Ї –ґ–µ –њ–Њ–і—В—П–љ—Г–ї –Ї—А–µ–њ–µ–ґ–Є –і–≤–Є–ґ–Ї–Њ–≤ –Њ—Б–µ–є, –њ—А–Њ—Б–Љ–Њ—В—А–µ–ї –≤—Б–µ —А–∞–Ј—К–µ–Љ—Л — –±–Њ–ї—М—И–µ –Њ–≥—А–µ—Е–Њ–≤ –љ–µ –љ–∞—И–µ–ї. –Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Ї –њ–µ—З–∞—В–Є–Я–µ—А–≤–Є—З–љ—Г—О –Ї–∞–ї–Є–±—А–Њ–≤–Ї—Г —Б—В–Њ–ї–∞ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–ї —Б –њ–Њ–Љ–Њ—Й—М—О –Ї–Њ–Љ–њ—М—О—В–µ—А–∞ –Є –њ—А–Њ–≥—А–∞–Љ–Љ—Л 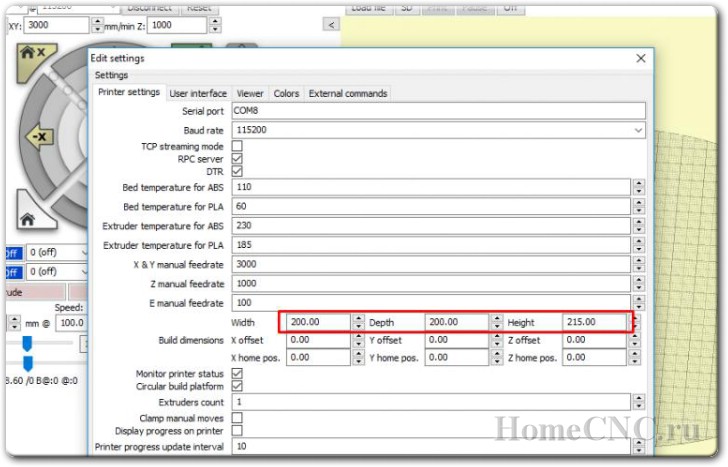 –Я–Њ—Б–ї–µ –≤–љ–µ—Б–µ–љ–Є—П –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –њ—А–Є–љ—В–µ—А–∞ —Г–і–Њ–±–љ–µ–µ –≤—Б–µ–≥–Њ –±—Г–і–µ—В —Б–Њ–Ј–і–∞—В—М –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –±—Л—Б—В—А—Л—Е –Ї–Њ–Љ–∞–љ–і 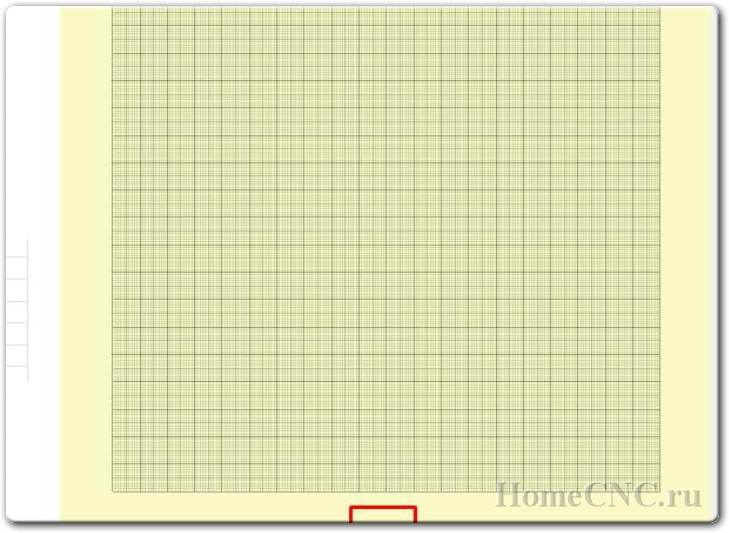 –Ф–ї—П —Б–Љ–µ—Й–µ–љ–Є—П –≤ –Ї—А–∞–є–љ—О—О –Њ–±–ї–∞—Б—В—М –Њ—Б–Є «X» 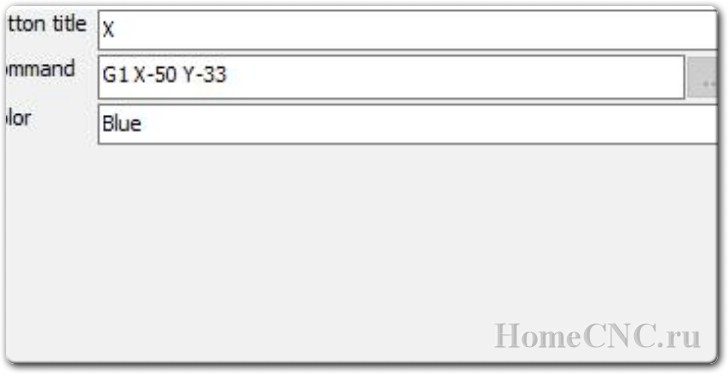 «Y» 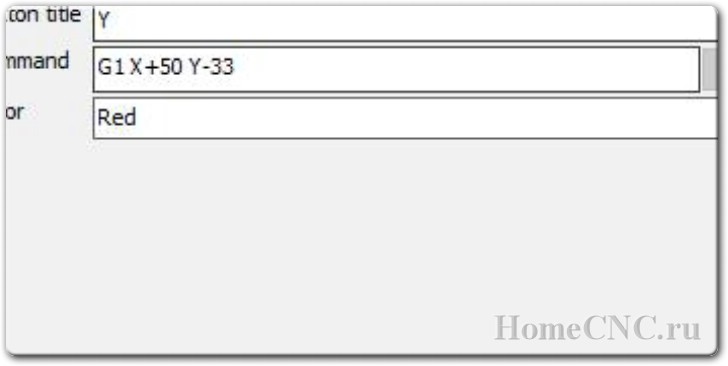 «Z». –Э–∞ —Б–∞–Љ–Њ–Љ –і–µ–ї–µ —Н—В–Њ –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ, —П –њ—А–Њ—Б—В–Њ –њ–Њ –њ—А–Є–≤—Л—З–Ї–µ –љ–∞–Ј—Л–≤–∞—О —В—А–µ—В—М—О —В–Њ—З–Ї—Г Z 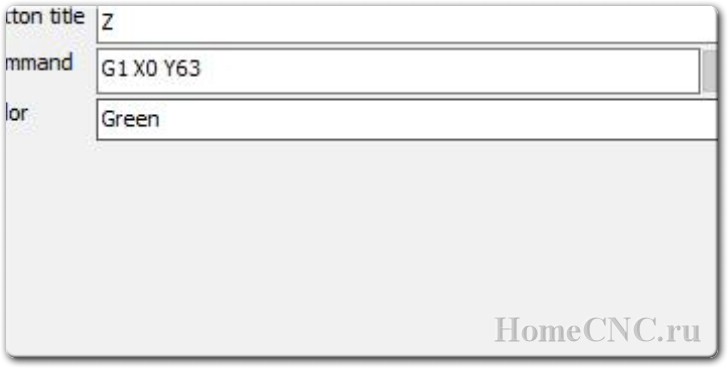 –Э—Г –Є –љ—Г–ї–µ–≤—Г—О —В–Њ—З–Ї—Г –њ–Њ –≤—Л—Б–Њ—В–µ — «0» 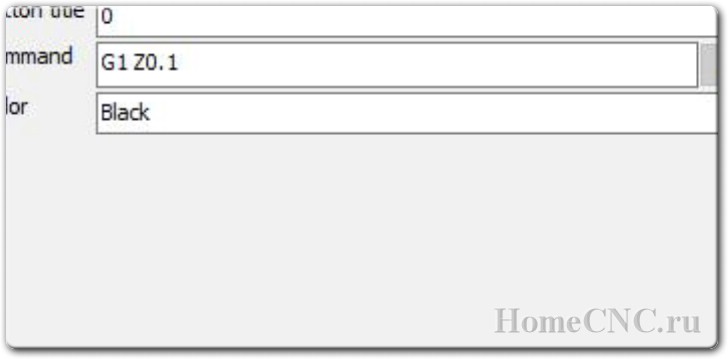 –Ю–њ—Г—Б–Ї–∞–µ–Љ –≤–Є–љ—В–∞–Љ–Є —Б—В–Њ–ї –Ї–∞–Ї –Љ–Њ–ґ–љ–Њ –љ–Є–ґ–µ, –њ–Њ—Б–ї–µ —З–µ–≥–Њ –њ–∞—А–Ї—Г–µ–Љ –≥–Њ–ї–Њ–≤–Ї—Г –Ї–Њ–Љ–∞–љ–і–Њ–є «–і–Њ–Љ–Њ–є». –Т –і–µ–ї—М—В–µ —Н—В–Њ –≤–µ—А—Е–љ—П—П —В–Њ—З–Ї–∞. 
–Ф–∞–ї–µ–µ —Б–і–≤–Є–≥–∞–µ–Љ —Б–Њ–њ–ї–Њ —Б –њ–Њ–Љ–Њ—Й—М—О —Б–Њ–Ј–і–∞–љ–љ—Л—Е –Ї–љ–Њ–њ–Њ–Ї –≤ –љ—Г–ґ–љ–Њ–µ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ –Є –Њ–њ—Г—Б–Ї–∞–µ–Љ –љ–∞ 0.1 –Љ–Љ –љ–∞–і –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М—О —Б—В–Њ–ї–∞ –Ї–љ–Њ–њ–Ї–Њ–є «0» 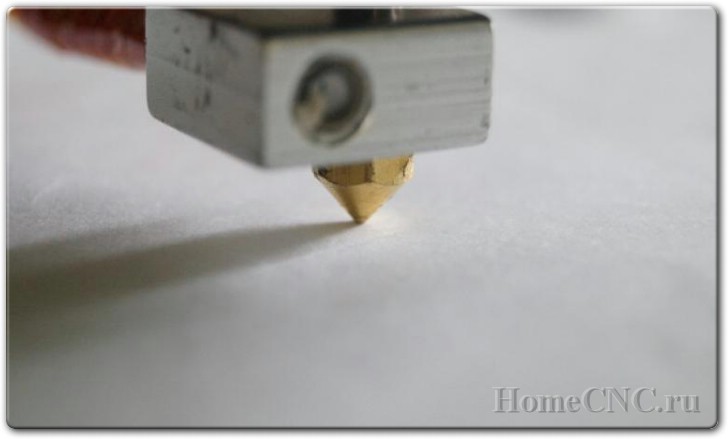 –Я–Њ–≤—В–Њ—А—П–µ–Љ –і–ї—П –≤—Б–µ—Е —Б–Њ–Ј–і–∞–љ–љ—Л—Е —В–Њ—З–µ–Ї, —З—В–Њ–±—Л —Б–љ–Є–Ј–Є—В—М –њ–Њ–≥—А–µ—И–љ–Њ—Б—В—М –Є–Ј-–Ј–∞ –љ–∞—З–∞–ї—М–љ–Њ–≥–Њ –љ–∞–Ї–ї–Њ–љ–∞ –Њ—В –њ–µ—А–µ–Ї–Њ—Б–∞ —Б—В–Њ–ї–∞. 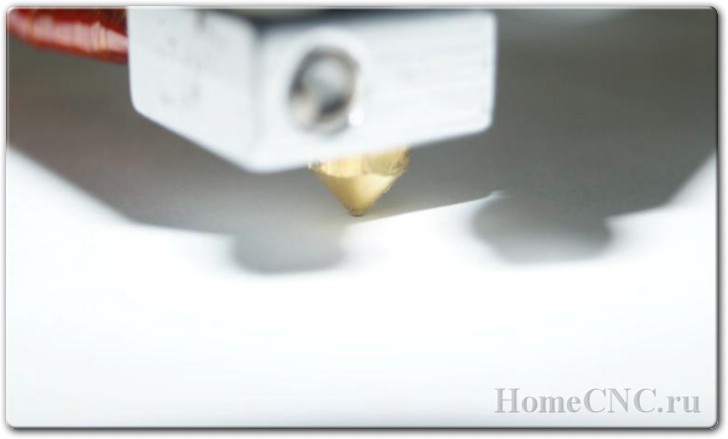
–Ф–∞–ї–µ–µ —Б–љ–Њ–≤–∞ –Њ—В–њ—А–∞–≤–ї—П–µ–Љ —Б–Њ–њ–ї–Њ «–і–Њ–Љ–Њ–є» –Є –љ–∞–ґ–Є–Љ–∞–µ–Љ «0» —З—В–Њ–±—Л –Њ–љ–Њ –Њ–њ—Г—Б—В–Є–ї–Њ—Б—М —Б—В—А–Њ–≥–Њ –њ–Њ —Ж–µ–љ—В—А—Г. 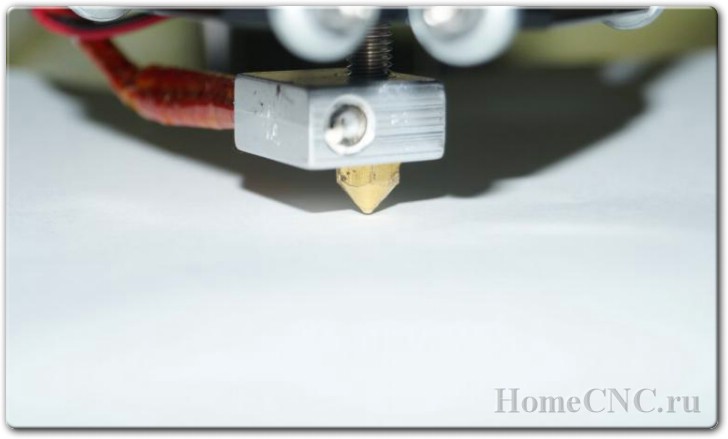
–Я—А–∞–≤–і–∞ —А–∞–Ј–љ–Є—Ж–∞ –≤—Л—Б–Њ—В—Л –Љ–µ–ґ–і—Г –Ї—А–∞—П–Љ–Є –Є —Ж–µ–љ—В—А–Њ–Љ –Њ–Ї–Њ–ї–Њ 0.1 –Љ–Љ –Є –њ—А–Є —Б–ї–Њ–µ 0.2 –њ–µ—А–µ–њ–∞–і –љ–µ –Ј–∞–Љ–µ—В–µ–љ –≥–ї–∞–Ј—Г, –љ–Њ —Б–∞–Љ —Д–∞–Ї—В –Љ–∞–ї–Њ—Б—В—М —А–∞–Ј–і—А–∞–ґ–∞–µ—В =) –Я–µ—А–≤–∞—П –њ–µ—З–∞—В—М–Я—А–Є –≤–Ї–ї—О—З–µ–љ–љ–Њ–Љ –љ–∞–≥—А–µ–≤–µ —Б—В–Њ–ї–∞ –Є —Б–ї–Њ–њ–ї–∞, –њ—А–Є–љ—В–µ—А —А–∞—Б—Е–Њ–і—Г–µ—В 200+ –Т–∞—В—В —Н–љ–µ—А–≥–Є–Є –Є–Ј 240 –і–Њ—Б—В—Г–њ–љ—Л—Е –±–ї–Њ–Ї—Г.  –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л –≤ —Б–Є–Љ–њ–ї–Є—Д–∞–є —Б–ї–µ–Ј—В—М —Б –њ—А–µ–і—Л–і—Г—Й–µ–≥–Њ –њ—А–Є–љ—В–µ—А–∞, –љ—Г–ґ–љ–Њ –ї–Є—И—М —Б–ї–µ–≥–Ї–∞ –њ–Њ–њ—А–∞–≤–Є—В—М –љ–∞—Б—В—А–Њ–є–Ї–Є 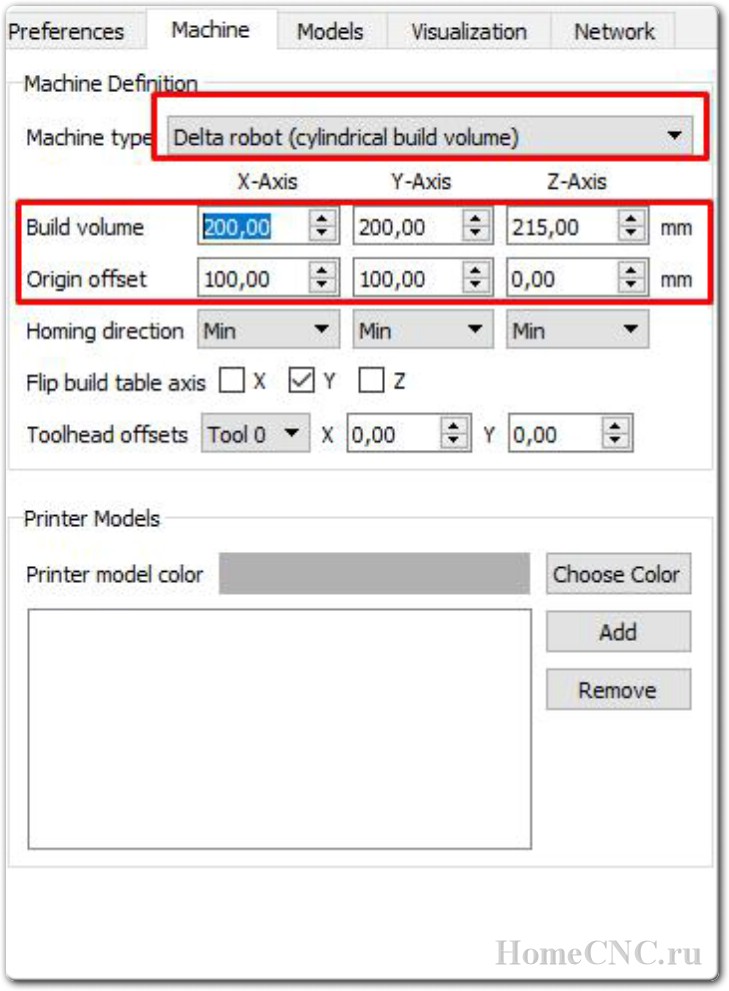 –Х—Б–ї–Є —Г–ґ–µ –±—Л–ї–∞ –Ј–∞–Ї–Є–љ—Г—В–∞ –Љ–Њ–і–µ–ї—М–Ї–∞, –њ—А–Њ—Ж–µ—Б—Б –±—Г–і–µ—В —Б–Њ —Б—В–∞—А—Л–Љ–Є –љ–∞—Б—В—А–Њ–є–Ї–∞–Љ–Є –њ–Њ —Г–Љ–Њ–ї—З–∞–љ–Є—О, —В–∞–Ї —З—В–Њ –љ—Г–ґ–љ–Њ –±—Г–і–µ—В –Ј–∞–є—В–Є –≤ –љ–∞—Б—В—А–Њ–є–Ї–Є –њ–µ—З–∞—В–Є –Є –њ–Њ–њ—А–∞–≤–Є—В—М –і–∞–љ–љ—Л–µ –µ—Й–µ –Є —В–∞–Љ. 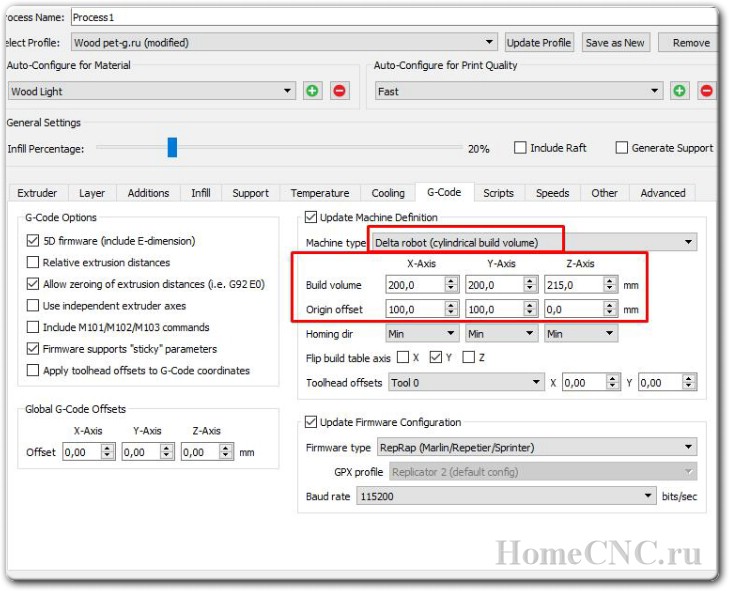
–°—В–Њ–ї –Њ—В–Ї–∞–ї–Є–±—А–Њ–≤–∞–љ, –≤—Б—В–∞–≤–ї—П–µ–Љ –њ—А–Њ–±–љ—Л–є PLA –Є –њ–µ—З–∞—В–∞–µ–Љ —Б –њ–∞—А–∞–Љ–µ—В—А–∞–Љ–Є:
–Ф–ї—П –њ–µ—А–≤–Њ–≥–Њ —А–∞–Ј–∞ –њ–Њ–ї—Г—З–Є–ї–Њ—Б—М –љ–µ–њ–ї–Њ—Е–Њ. –£—З–Є—В—Л–≤–∞—П —Б–ї–∞–±—Г—О –љ–∞—В—П–ґ–Ї—Г —А–µ–Љ–љ–µ–є, –і—Г–Љ–∞–ї –±—Г–і–µ—В —Е—Г–ґ–µ…  –Ф–∞–≤–љ–Њ –љ–µ –њ–µ—З–∞—В–∞–ї PLA, –њ–Њ–љ–∞—З–∞–ї—Г –Ј–∞–±—Л–ї –Ј–∞ –Њ–±–і—Г–≤ –Є –≤ –Љ–µ—Б—В–µ –≤–Ї–ї—О—З–µ–љ–Є—П –Є–Ј-–Ј–∞ —А–µ–Ј–Ї–Њ–≥–Њ –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П —Б—В–µ–љ–Ї–∞ –Љ–Њ–і–µ–ї–Є —Б—К–µ–ґ–Є–ї–∞—Б—М  –Я–Њ–Ї—А—Л—В–Є–µ —Б—В–Њ–ї–∞–Ь–∞–ї—П—А–љ—Л–є —Б–Ї–Њ—В—З –Њ–і–љ–Њ—А–∞–Ј–Њ–≤—Л–є –Є –њ—А–Є—Е–Њ–і–Є—В –≤ –љ–µ–≥–Њ–і–љ–Њ—Б—В—М –њ–Њ—Б–ї–µ —Б–љ—П—В–Є—П –Љ–Њ–і–µ–ї–Є. –Ы–µ–њ–Є—В—М –љ–Њ–≤—Л–є –±—Л–ї–Њ –љ–µ —Б–µ—А—М–µ–Ј–љ–Њ, –њ–Њ—Н—В–Њ–Љ—Г –њ–Њ–µ—Е–∞–ї –Є –Ј–∞–Ї–∞–Ј–∞–ї –Њ—В—А–µ–Ј–∞—В—М –њ–∞—А—Г —Б—В–µ–Ї–ї—П—И–µ–Ї 200 –Љ–Љ –і–Є–∞–Љ–µ—В—А–Њ–Љ. –•–Њ—В—П –Љ–Њ–ґ–љ–Њ –±—Л–ї–Њ –Њ—Б—В–∞–≤–Є—В—М –Є –ї—О–Љ–Є–љ—М–Ї—Г, –љ–Њ –µ–µ —Б–ї–Њ–ґ–љ–µ–µ —З–Є—Б—В–Є—В—М. –Ъ—Б—В–∞—В–Є, 200 –Љ–Љ —Н—В–Њ —А–µ–∞–ї—М–љ–∞—П —А–∞–±–Њ—З–∞—П –Њ–±–ї–∞—Б—В—М, —Б–∞–Љ —Б—В–Њ–ї –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –±–Њ–ї—М—И–µ, —В–∞–Ї —З—В–Њ –≤–Є–љ—В—Л –њ–Њ–і—Б—В—А–Њ–є–Ї–Є —Б—В–Њ–ї–∞ —Б—В–µ–Ї–ї–Њ –љ–µ –њ–µ—А–µ–Ї—А—Л–ї–Њ. 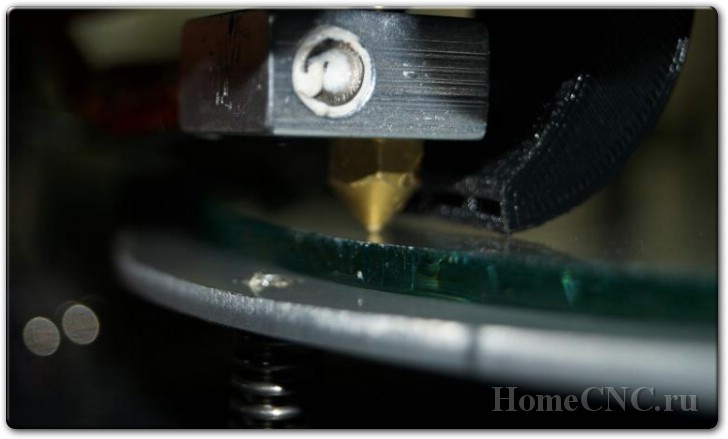 –Т –Ї–∞—З–µ—Б—В–≤–µ —Д–Є–Ї—Б–∞—В–Њ—А–Њ–≤ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–ї –Ї–∞–љ—Ж–µ–ї—П—А—Б–Ї–Є–µ –Ј–∞–ґ–Є–Љ—Л, –њ–Њ–і–ї–Њ–ґ–Є–≤ –≤–∞—В–љ—Л–є –і–Є—Б–Ї –њ–Њ–і –≥—Г–±–Ї–Є —З—В–Њ–±—Л –љ–µ –њ–Њ—Ж–∞—А–∞–њ–∞—В—М –Є –љ–µ –Ј–∞–Љ–Ї–љ—Г—В—М –і–Њ—А–Њ–ґ–Ї–Є –њ–Њ–і–Њ–≥—А–µ–≤–∞. 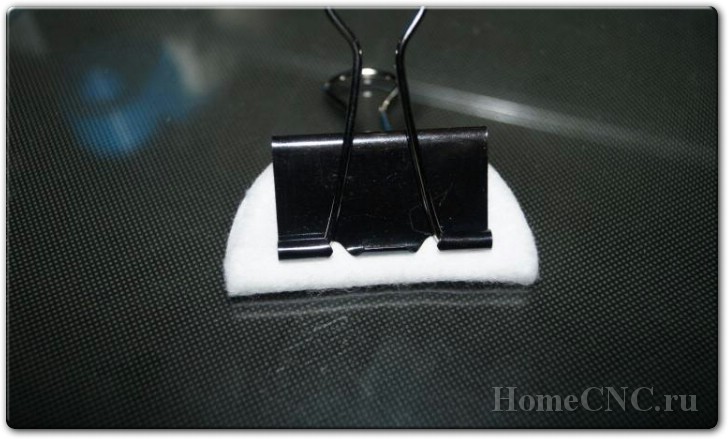 –Э–Њ –≥–Њ–ї–Њ–µ —Б—В–µ–Ї–ї–Њ –љ–µ –ї—Г—З—И–Є–є –∞–і–≥–µ–Ј–Є–≤–љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї, –Њ–±—Л—З–љ–Њ –љ–∞ –љ–µ–≥–Њ –љ–∞–љ–Њ—Б—П—В –Ї–ї–µ–є-–Ї–∞—А–∞–љ–і–∞—И, —А–∞—Б—В–≤–Њ—А –С–§-2 –≤ —Б–њ–Є—А—В–µ –Є–ї–Є –ї–∞–Ї –і–ї—П –≤–Њ–ї–Њ—Б. –Х–і–Є–љ—Б—В–≤–µ–љ–љ–∞—П –њ—А–Њ–±–ї–µ–Љ–∞ –≤ —В–Њ–Љ, —З—В–Њ –і–∞–љ–љ—Л–µ —Б—А–µ–і—Б—В–≤–∞ –љ–µ —Г–љ–Є–≤–µ—А—Б–∞–ї—М–љ—Л. –Ф–ї—П –њ—А–Њ—И–ї–Њ–≥–Њ –њ—А–Є–љ—В–µ—А–∞ —П –њ—А–Є–Ї—Г–њ–Є–ї —Б—В–µ–Ї–ї—Л—И–Ї–Њ Anycubic Ultrabase. –Ю—В–ї–Є—З–љ–∞—П —И—В—Г–Ї–Њ–≤–Є–љ–∞, –љ–Њ –њ–Њ–Ї—А—Л—В–Є–µ –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –љ—Г–ґ–љ–Њ –Њ–±–µ–Ј–ґ–Є—А–Є–≤–∞—В—М –њ–µ—А–µ–і –њ–µ—З–∞—В—М—О, –Є–љ–∞—З–µ –љ–∞—З–Є–љ–∞—О—В –Ј–∞–≥–Є–±–∞—В—М—Б—П —Г–≥–Њ–ї–Ї–Є. –° –і—А—Г–≥–Њ–є —Б—В–Њ—А–Њ–љ—Л, —Б–њ–Є—А—В –љ–µ —В–∞–Ї–Њ–є —Г–ґ –і–Њ—А–Њ–≥–Њ–є.
–Ш–љ—Д–Њ—А–Љ–∞—Ж–Є—П –Њ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—П
–Ъ–ї–µ–є –њ—А–µ–Ї—А–∞—Б–љ–Њ –њ–Њ–і—Е–Њ–і–Є—В –і–ї—П FDM –њ–µ—З–∞—В–Є –љ–∞ –њ–Њ–і–Њ–≥—А–µ–≤–∞–µ–Љ–Њ–є –њ–ї–∞—В—Д–Њ—А–Љ–µ –≤—Б–µ–Љ–Є –≤–Є–і–∞–Љ–Є –њ–ї–∞—Б—В–Є–Ї–Њ–≤. –Э–∞–љ–Њ—Б–Є—В—Б—П –Њ–љ —В–Њ–љ–Ї–Є–Љ —Б–ї–Њ–µ–Љ. –ѓ –і–µ–ї–∞–ї –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ «–њ—И–Є–Ї–Њ–≤» –љ–∞ —В—А—П–њ–Њ—З–Ї—Г –Є –њ—А–Њ—В–Є—А–∞–ї –µ–є —Б—В–µ–Ї–ї–Њ.
–Х—Б–ї–Є —Б—А–∞–≤–љ–Є–≤–∞—В—М —Б —А–∞—Б—В–≤–Њ—А–Њ–Љ –С–§-2, –Ї–Њ—В–Њ—А—Л–Љ —П –њ–Њ–ї—М–Ј–Њ–≤–∞–ї—Б—П –і–Њ–ї–≥–Њ–µ –≤—А–µ–Љ—П — –і–∞–љ–љ—Л–є —Б–Њ—Б—В–∞–≤ –Љ–µ–љ–µ–µ –Ї–∞–њ—А–Є–Ј–љ—Л–є. –Ф—Г–Љ–∞–ї –±—Г–і–µ—В —В–∞–Ї –ґ–µ –±—Л—Б—В—А–Њ –≤—Л—Б—Л—Е–∞—В—М –њ—А–Є –љ–∞–љ–µ—Б–µ–љ–Є–Є –Є —Б–Ї–∞—В—Л–≤–∞—В—М—Б—П, –љ–Њ –љ–µ—В, —В–Ї–∞–љ—М —Б–Ї–Њ–ї—М–Ј–Є—В —Е–Њ—А–Њ—И–Њ, –Њ—Б—В–∞–≤–ї—П—П –Ј–∞ —Б–Њ–±–Њ–є –µ–і–≤–∞ –Ј–∞–Љ–µ—В–љ—Л–є —Б–ї–µ–і. –°–ї–µ–≤–∞ –њ—А–µ–і—Л–і—Г—Й–Є–є PLA, —Б–њ—А–∞–≤–∞ PETG. –Ч–∞–Њ–і–љ–Њ –Љ–Њ–ґ–љ–Њ –њ–Њ—Б–Љ–Њ—В—А–µ—В—М –Ї–∞–Ї –ї–µ–≥–ї–Є —Б–ї–Њ–Є — –њ–Њ–і—З–µ—А–Ї–љ—Г–ї –Љ–∞—А–Ї–µ—А–Њ–Љ. 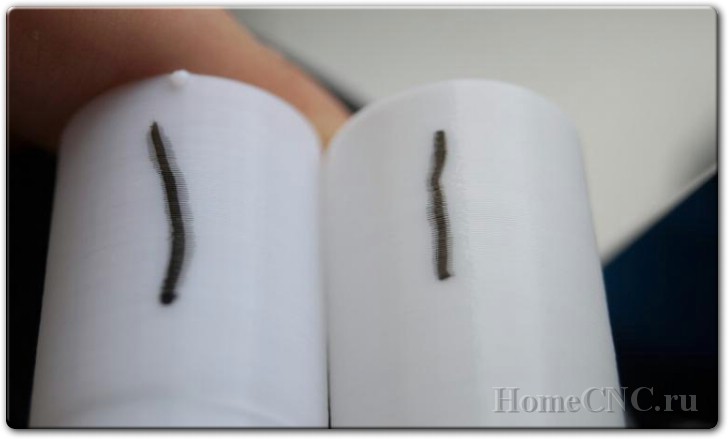
–І—В–Њ –і–Њ –њ–Њ–Ї—А—Л—В–Є—П — –і–µ—В–∞–ї—М –њ—А–Є–ї–Є–њ–ї–∞ –љ–∞–Љ–µ—А—В–≤–Њ, —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ «–Њ—В—Й–µ–ї–Ї–љ—Г–ї–∞—Б—М» –њ—А–Є —Б–љ–Є–ґ–µ–љ–Є–Є —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л —Б—В–Њ–ї–∞ –і–Њ 40 –≥—А–∞–і—Г—Б–Њ–≤. –Э–Њ —П —Б–ї—Г–Ї–∞–≤–Є–ї –µ—Б–ї–Є –±—Л –љ–∞–њ–Є—Б–∞–ї, —З—В–Њ —В–∞–Ї–∞—П –∞–і–≥–µ–Ј–Є—П —В–Њ–ї—М–Ї–Њ –Ј–∞—Б—З–µ—В –њ–Њ–Ї—А—Л—В–Є—П —Б—В–Њ–ї–∞. –Э–∞ —Б–∞–Љ–Њ–Љ –і–µ–ї–µ PETG –Њ—В–ї–Є—З–љ–Њ –ї–Є–њ–љ–µ—В –љ–∞ —З–Є—Б—В–Њ–µ —Б—В–µ–Ї–ї–Њ, –њ—А–∞–≤–і–∞ –Њ—В–Њ—А–≤–∞—В—М –µ–≥–Њ –њ—А–Њ–±–ї–µ–Љ–љ–Њ –і–∞–ґ–µ –њ–Њ—Б–ї–µ –Њ—Б—В—Л–≤–∞–љ–Є—П, —В–∞–Ї —З—В–Њ –≤ –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Ї–ї–µ–є –њ–Њ–Љ–Њ–≥–∞–µ—В –Њ—В–і–µ–ї–Є—В—М –Љ–Њ–і–µ–ї—М. –Ь–Њ–і–µ–ї—М –љ–∞—З–∞–ї–∞ «—Й–µ–ї–Ї–∞—В—М» –љ–∞ 60 –Є —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ –Њ—В–і–µ–ї–Є–ї–∞—Б—М –љ–∞ 40 –≥—А–∞–і—Г—Б–∞—Е. –Я–Њ–Ї—А—Л—В–Є–µ –љ–µ –њ–Њ—Б—В—А–∞–і–∞–ї–Њ. –Ъ–Њ–љ—В—Г—А — —О–±–Ї–∞. 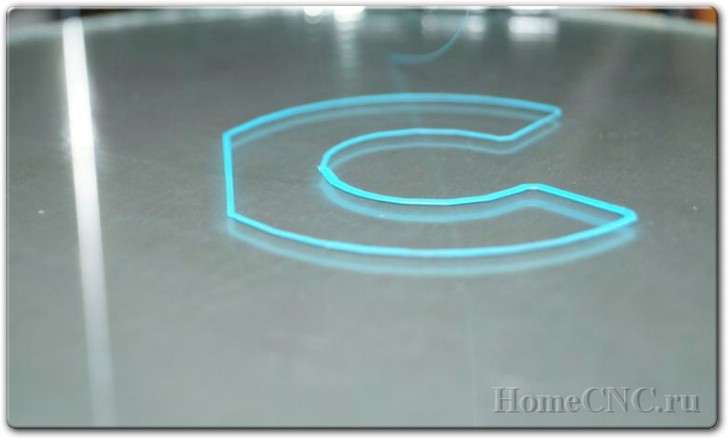 –Я–Њ—Б–ї–µ –њ–µ—З–∞—В–Є –Ї—Г–±–Є–Ї–∞ –љ–µ —Б—В–∞–ї –ґ–і–∞—В—М –Є –Њ—В–Њ—А–≤–∞–ї –µ–≥–Њ –љ–∞ 70 –≥—А–∞–і—Г—Б–∞—Е. 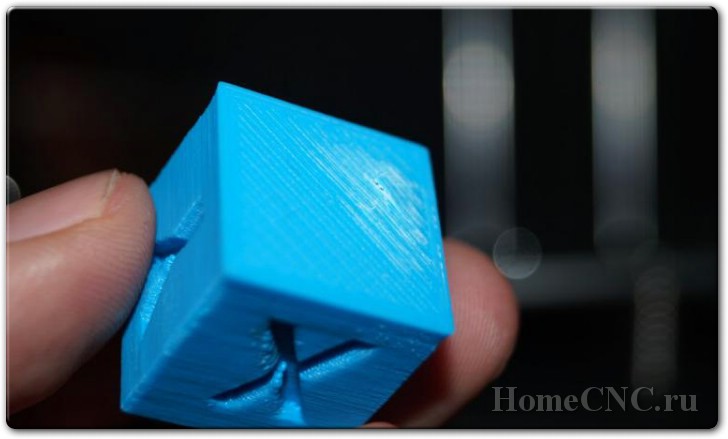 –Ъ—Г—Б–Њ–Ї –і–љ–∞ –Њ—Б—В–∞–ї—Б—П –љ–∞ —Б—В–Њ–ї–µ 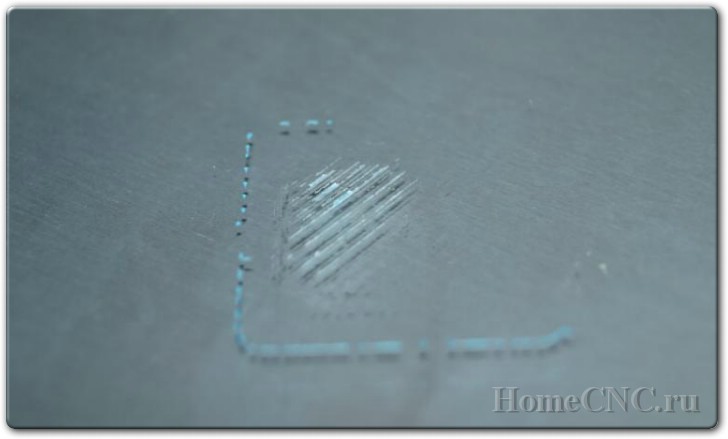
–Т –Њ–±—Й–µ–Љ, —З—В–Њ–±—Л –љ–µ —А–∞—Б—В—П–≥–Є–≤–∞—В—М –Њ–±–Ј–Њ—А, –љ–∞–њ–Є—И—Г —В–∞–Ї — –≤—Б–µ –Њ—Б—В–∞–ї—М–љ–Њ–µ —В–Њ–ґ–µ –њ—А–µ–Ї—А–∞—Б–љ–Њ –ї–Є–њ–љ–µ—В –Є –љ–Њ—А–Љ–∞–ї—М–љ–Њ –Њ—В–і–µ–ї—П–µ—В—Б—П –Њ—В —Б—В–Њ–ї–∞ –њ–Њ—Б–ї–µ –Њ—Б—В—Л–≤–∞–љ–Є—П… –Ї—А–Њ–Љ–µ WOOD'–∞. WOOD –Є –і–Њ–≤–µ–і–µ–љ–Є–µ –љ–∞—Б—В—А–Њ–µ–Ї –њ–µ—З–∞—В–Є –і–Њ —Г–Љ–∞.–Х—Б—В—М —В–∞–Ї–Њ–є —Д–Є–ї–∞–Љ–µ–љ—В, –Ї–Њ—В–Њ—А—Л–є –њ–∞—Е–љ–µ—В –ї–∞–Љ–Є–љ–∞—В–Њ–Љ, –∞ –≤–Њ –≤—А–µ–Љ—П –њ–µ—З–∞—В–Є –Њ—Й—Г—Й–µ–љ–Є–µ, —З—В–Њ –≤ –Ї–Њ–Љ–љ–∞—В–µ –і–Њ–ї–≥–Њ —Б–≤–µ—А–ї–Є–ї–Є –і–µ—А–µ–≤—П—И–Ї—Г. –Т—А–Њ–і–µ –Є –љ–µ –њ—А–Њ—В–Є–≤–љ–Њ, –љ–Њ –љ–µ–њ—А–Є–≤—Л—З–љ–Њ. –С—А–∞–ї . –Ъ—Б—В–∞—В–Є, —Г –љ–Є—Е —Б–µ–є—З–∞—Б —В–∞–Љ —А–∞—Б–њ—А–Њ–і–∞–ґ–∞ –≤—Б–µ–≥–Њ –∞—Б—Б–Њ—А—В–Є–Љ–µ–љ—В–∞, –њ—А–∞–≤–і–∞ –њ–ї–∞—Б—В–Є–Ї–∞ –≤—Б–µ–≥–Њ 2 –≤–Є–і–∞ — PETG –Є –њ—А–Њ–±–љ–Є–Ї–Є wood. 
–Ю–љ –Њ–Ї–∞–Ј–∞–ї—Б—П —Б–∞–Љ—Л–Љ –Ї–∞–њ—А–Є–Ј–љ—Л–Љ –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ, —В–∞–Ї —З—В–Њ –љ–∞ –љ–µ–Љ –њ–ї–∞–≤–љ–Њ –њ–µ—А–µ–є–і–µ–Љ –Њ—В –∞–і–≥–µ–Ј–Є–Є –і–Њ –љ–∞—Б—В—А–Њ–є–Ї–Є –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –њ–µ—З–∞—В–Є. –Я—А–Є–ї–Є–њ –Њ–љ –Њ—В–ї–Є—З–љ–Њ. –Т–Њ—В –Њ—В–ї–Є–њ–∞—В—М –Ј–∞—А–∞–Ј–∞ –љ–µ —Е–Њ—В–µ–ї –љ–Є –≤ –Ї–∞–Ї—Г—О, –њ—А–Є—И–ї–Њ—Б—М –њ—А–Њ—Е–Њ–і–Є—В—М —И–њ–∞—В–µ–ї—М–Ї–Њ–Љ.  –Я–Њ–ї—Г—З–Є–ї–Њ—Б—М –і–Њ–≤–Њ–ї—М–љ–Њ –≤–Њ–ї–Њ—Б–∞—В–Њ, –∞ –µ—Й–µ –≤–Є–і–љ–Њ —Б–і–≤–Є–≥ —Б–ї–Њ—П –љ–∞ —Г—А–Њ–≤–љ–µ –љ–Њ—Б–∞. –Э–Њ –Њ–љ –≤—Л—А–∞–≤–љ–Є–≤–∞–µ—В—Б—П —Г –Ј–∞—В—Л–ї–Ї–∞.  –Ґ–∞–Ї –ґ–µ –љ–µ –≤–Є–і–µ–љ —Б–і–≤–Є–≥ –≤–µ—А—Е–љ–Є—Е —Б–ї–Њ–µ–≤, —В–∞–Ї —З—В–Њ –њ–Њ—Е–Њ–ґ–µ –љ–∞ —Б–±–Њ–є —Б–ї–∞–є—Б–µ—А–∞. –ѓ –Є—Б–Ї—Г—Б—Б—В–≤–µ–љ–љ–Њ —Г–Љ–µ–љ—М—И–∞–ї –Љ–∞—Б—И—В–∞–± –Љ–Њ–і–µ–ї–Є. 
–Р –≤–Њ—В —Б –≤–Њ–ї–Њ—Б–∞—В–Њ—Б—В—М—О –љ–∞–і–Њ —З—В–Њ-—В–Њ –і–µ–ї–∞—В—М. –Я–µ—А–≤–Њ–µ —З—В–Њ –њ—А–Є—Е–Њ–і–Є—В –≤ –≥–Њ–ї–Њ–≤—Г — —А–µ—В—А–∞–Ї—В. –Ф–∞, –Є–Љ –Љ–Њ–ґ–љ–Њ —А–µ—И–∞—В—М –Љ–љ–Њ–≥–Є–µ –њ—А–Њ–±–ї–µ–Љ—Л, –≤ —В–Њ–Љ —З–Є—Б–ї–µ –Є –Ї—А–Є–≤–Њ –≤—Л—Б—В–∞–≤–ї–µ–љ–љ—Л–є –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –њ–Њ–і–∞—З–Є. –Я—А–Њ—Б—В–Њ –і–µ—А–≥–∞—В—М –љ–Є—В—М –љ–∞ –љ–Њ–≤–Њ–Љ —Б–ї–Њ–µ –≤—Л—И–µ –Є –љ–µ–і–Њ–ї–Є–≤–∞—В—М –љ–µ–Љ–љ–Њ–≥–Њ. –Э–Њ –ґ–µ–ї–∞—В–µ–ї—М–љ–Њ –і–Њ–≤–µ—Б—В–Є –і–Њ —Г–Љ–∞ –Є –Њ—Б—В–∞–ї—М–љ—Л–µ –њ–∞—А–∞–Љ–µ—В—А—Л. –Т—Б–њ–Њ–Љ–љ–Є–ї –Ј–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г –Є –Ј–∞–і—Г–Љ–∞–ї—Б—П — –∞ –Љ–Њ–ґ–µ—В —Н—В–Њ—В –њ–ї–∞—Б—В–Є–Ї –Є –і–Њ–ї–ґ–µ–љ –≤—Л–і–∞–≤–ї–Є–≤–∞—В—М—Б—П —Е—Г–ґ–µ –і—А—Г–≥–Є—Е? –Т–µ–і—М –њ–Њ–Љ–Є–Љ–Њ –њ–Њ–ї–Є–Љ–µ—А–∞ –Њ–љ —Б–Њ–і–µ—А–ґ–Є—В —З–∞—Б—В–Є—З–Ї–Є —Б—Г—Е–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞(–і—А–µ–≤–µ—Б–љ–∞—П –њ—Л–ї—М –њ–Њ –Њ—Й—Г—Й–µ–љ–Є—П–Љ). –£–Љ–µ–љ—М—И–Є–ї –і–Њ 200, –∞ —Б–Ї–Њ—А–Њ—Б—В—М —Б–љ–Є–Ј–Є–ї —Б 80 –і–Њ 40 –Љ–Љ/—Б. –Т–Њ–ї–Њ—Б—Л —Б—В–∞–ї–Є —В–Њ–љ—М—И–µ, –љ–Њ –љ–∞—З–∞–ї–Є –њ–Њ—А—В–Є—В—М –≤–Є–і –≤ –Љ–µ—Б—В–∞—Е –љ–∞–ї–Њ–ґ–µ–љ–Є—П –і—А—Г–≥ –љ–∞ –і—А—Г–≥–∞. –Т–Њ—В —В—Г—В –≤–Є–і–љ–Њ –љ–µ–і–Њ—В—П–≥–Є–≤–∞–љ–Є–µ —А–µ—В—А–∞–Ї—В–∞. 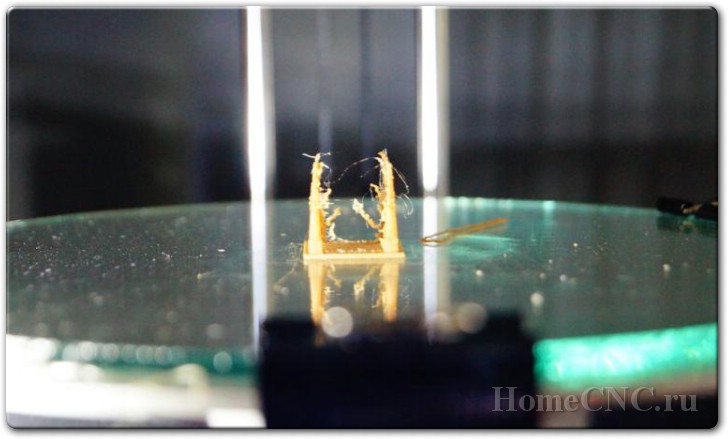
–Я–Њ–і–љ–Є–Љ–∞–µ–Љ —А–µ—В—А–∞–Ї—В —Б 4 –і–Њ 7 –Є –њ–µ—З–∞—В–∞–µ–Љ –Љ–Њ–і–µ–ї—М–Ї—Г —В–∞–Ї–Њ–є –ґ–µ —Б–ї–Њ–ґ–љ–Њ—Б—В–Є, —В–Њ–ї—М–Ї–Њ –њ–Њ–ї–µ–Ј–љ–µ–µ — —И–∞—Е–Љ–∞—В–љ—Г—О —Д–Є–≥—Г—А–Ї—Г. –Э–Є–Ј —Г–ґ–µ –ї—Г—З—И–µ, –љ–Њ –≤–≤–µ—А—Е—Г —А–∞—Б—Б—В–Њ—П–љ–Є–µ –і–Њ –њ–Њ–і–і–µ—А–ґ–µ–Ї –Љ–∞–ї–µ–љ—М–Ї–Њ–µ –Є –Љ–µ—Б—В–∞–Љ–Є –≤—Б–µ –ґ–µ –Є–Ј–ї–Є—И–Ї–Є –љ–∞–Љ–Њ—В–∞–ї–Њ 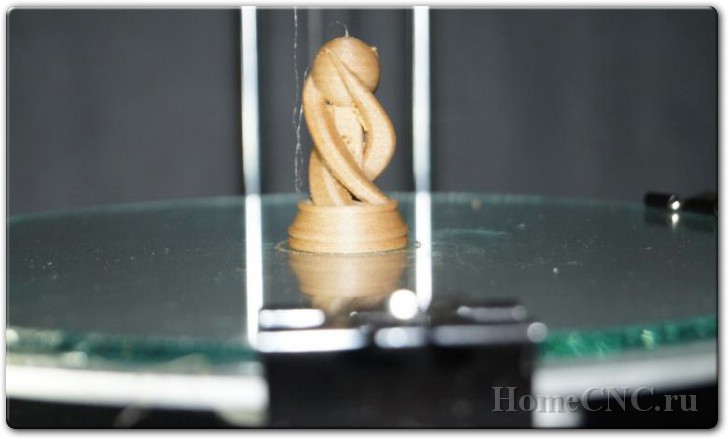 –Т –Є—В–Њ–≥–µ –Њ—Б—В–∞–љ–Њ–≤–Є–ї—Б—П –љ–∞ —В–∞–Ї–Є—Е –љ–∞—Б—В—А–Њ–є–Ї–∞—Е: 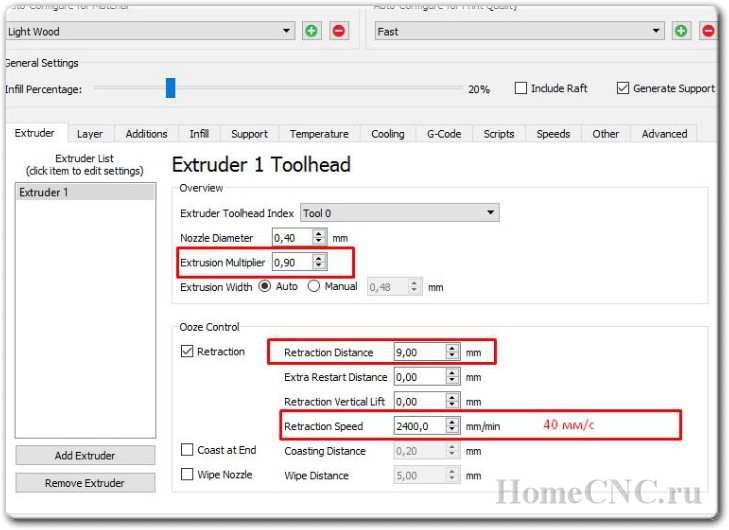 –Я—А–Њ—Ж–µ—Б—Б –њ–µ—З–∞—В–Є –љ–µ —Б–љ–Є–Љ–∞–ї, –Є —В–∞–Ї –Љ–љ–Њ–≥–Њ –≥–Є—Д–Њ–Ї –њ–Њ–ї—Г—З–Є–ї–Њ—Б—М. –Ъ–∞–Ї –њ–Њ –Љ–љ–µ — —А–µ–Ј—Г–ї—М—В–∞—В —Е–Њ—А–Њ—И–Є–є. 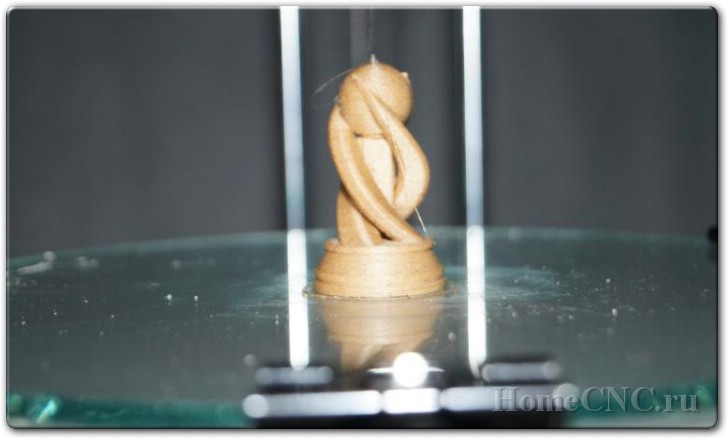 –Т–Њ—В –≤—Б–µ –њ—А–Њ–±–љ–Є–Ї–Є, –Њ—З–Є—Й–µ–љ–љ—Л–µ –Њ—В —Б–Њ–њ–ї–µ–є –Є –њ–Њ–і–і–µ—А–ґ–µ–Ї. –Ґ–∞–Ї –ґ–µ –±—Л–ї–∞ –њ—А–Њ–Љ–µ–ґ—Г—В–Њ—З–љ–∞—П –Љ–µ–ї–Ї–∞—П –Є–Ј –±–µ–ї–Њ–≥–Њ –Я–Ы–Р –і–ї—П «–њ—А–Є—Б—В—А–µ–ї–Ї–Є», –њ—А–∞–≤–і–∞ –љ–µ –њ–Њ–Љ–љ—О –њ–Њ—Б–ї–µ –њ–µ—А–≤–Њ–є –Є–ї–Є –≤—В–Њ—А–Њ–є –Љ–Њ–і–µ–ї–Є.  –Я–Њ—Б–ї–µ–і–љ—П—П –Ї—А—Г–њ–љ–µ–µ  –Я–Њ—Б–ї–µ –Њ–Ї—Г–љ–∞–љ–Є—П –≤ –і–Є—Е–ї–Њ—А–Љ–µ—В–∞–љ –±—Г–Ї–≤–∞–ї—М–љ–Њ –љ–∞ —Б–µ–Ї—Г–љ–і—Г. –Ю–±–ї–Є—В—М –ї–∞–Ї–Њ–Љ –Є —В–Њ–ї—М–Ї–Њ –њ–Њ –≤–µ—Б—Г –Љ–Њ–ґ–љ–Њ –±—Г–і–µ—В –њ–Њ–љ—П—В—М, —З—В–Њ –Њ–љ–∞ –љ–∞–њ–µ—З–∞—В–∞–љ–∞. 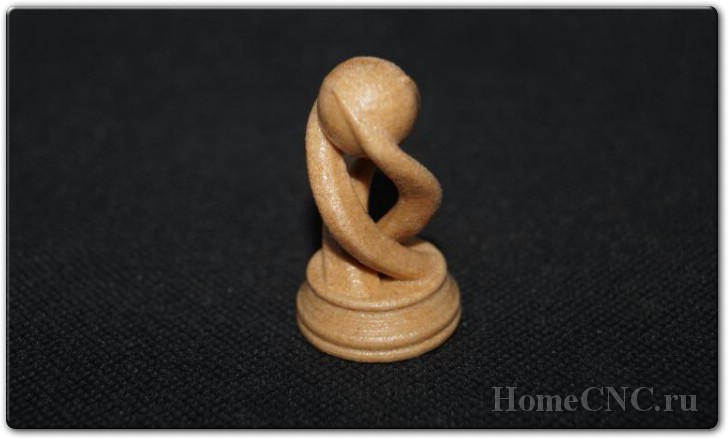 –Х—Й–µ –і–Њ—Й–µ—З–Ї—Г –љ–∞–њ–µ—З–∞—В–∞–ї. –Э–µ –Ј–љ–∞—О –Ј–∞—З–µ–Љ 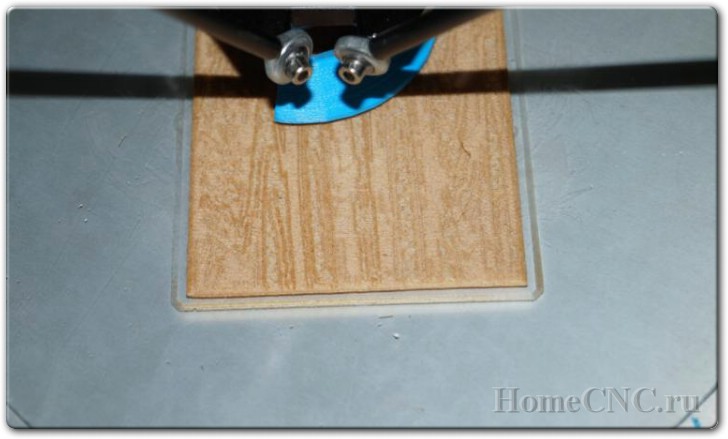 –Э–µ—Б–Љ–Њ—В—А—П –љ–∞ —В–Њ, —З—В–Њ —Г–Ј–Њ—А —А–∞—Б—Б—З–Є—В–∞–љ –њ–Њ–і –Љ–µ–љ—М—И–µ–µ —Б–Њ–њ–ї–Њ(–Љ–µ—Б—В–∞–Љ–Є —Б–ї–∞–є—Б–µ—А –њ–µ—З–∞—В–∞–ї single extrusion walls), –њ–Њ–ї—Г—З–Є–ї–Њ—Б—М –њ—А–Є–Ї–Њ–ї—М–љ–Њ.  –Э—Г –Є –і–ї—П –Њ—Б—В–∞–ї—М–љ—Л—Е –њ–ї–∞—Б—В–Є–Ї–Њ–≤ –і–∞–љ–љ—Л–є —А–µ—В—А–∞–Ї—В –њ–Њ–і–Њ–є–і–µ—В, –њ–Њ –Ї—А–∞–є–љ–µ–є –Љ–µ—А–µ —Е—Г–ґ–µ –љ–µ –±—Г–і–µ—В. –Т–Њ—В ABS –љ–∞–њ—А–Є–Љ–µ—А. –°—В–Њ–ї –њ—А–Њ–≥—А–µ–≤–∞–ї –≤—Б–µ–≥–Њ –і–Њ 80 –≥—А–∞–і—Г—Б–Њ–≤. –Ъ–ї–µ–є — –Њ–≥–Њ–љ—М. –Э–∞ –Њ–±—Й–Є–є –љ–∞–≥—А–µ–≤ —Г—И–ї–Њ –Њ–Ї–Њ–ї–Њ 7 –Љ–Є–љ—Г—В, –і–Њ 100 —П –±—Л –ґ–і–∞–ї 12-15. 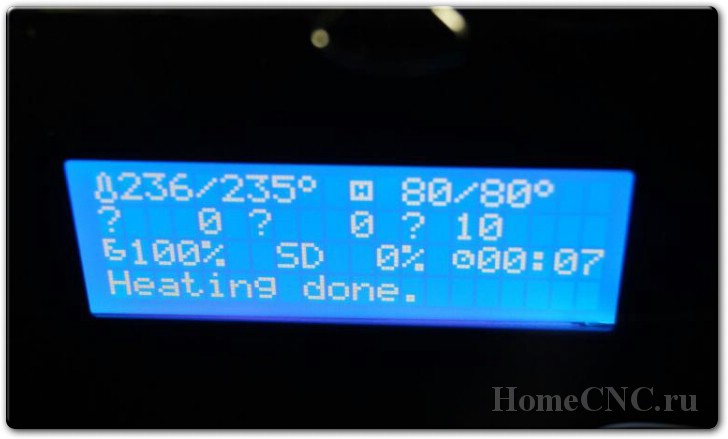 –Я–µ—З–∞—В–∞–ї –љ–∞ 60 –Љ–Љ/—Б –Ї–∞–Ї –±—Л–ї–Њ –љ–∞—Б—В—А–Њ–µ–љ–Њ –љ–∞ –Р6, –љ–Њ –±–µ–Ј –Њ–±–і—Г–≤–∞ –≤–µ—А—Е–љ–Є–µ —Б–ї–Њ–Є –љ–∞—З–∞–ї–Є –њ–µ—А–µ–≥—А–µ–≤–∞—В—М—Б—П –Є –њ–ї—Л—В—М(–≤–Є–і–љ–Њ —З—Г—В—М –≤—Л—И–µ –њ–Њ—Б—В–∞–Љ–µ–љ—В–∞), –њ—А–Є—И–ї–Њ—Б—М –Ј–∞–Љ–µ–і–ї—П—В—М. –Т–Њ–Њ–±—Й–µ –≤ —Б–Є–Љ–њ–ї–Є—Д–∞–є –µ—Б—В—М –і–Њ–≤–Њ–ї—М–љ–Њ –њ–Њ–ї–µ–Ј–љ–∞—П –Њ–њ—Ж–Є—П, –Ї–Њ—В–Њ—А–∞—П –Ј–∞–Љ–µ–і–ї—П–µ—В —Б–Ї–Њ—А–Њ—Б—В—М –≤ —В–∞–Ї–Є—Е —Б–ї—Г—З–∞—П—Е, –љ–Њ —З–∞—Б—В—М –њ–Њ–ї—М–Ј–Њ–≤–∞—В–µ–ї–µ–є –њ–Њ–ї—М–Ј—Г—О—В—Б—П –і—А—Г–≥–Є–Љ–Є —Б–ї–∞–є—Б–µ—А–∞–Љ–Є, –њ–Њ—Н—В–Њ–Љ—Г –љ–∞–і—Б—В—А–Њ–є–Ї–Њ–є –љ–µ –њ–Њ–ї—М–Ј–Њ–≤–∞–ї—Б—П.  –£–±–Є—А–∞–µ–Љ –њ–Њ–і–і–µ—А–ґ–Ї–Є –Є –њ—А–Њ—Е–Њ–і–Є–Љ—Б—П –Њ—Б—В–∞—В–Ї–∞–Љ–Є –∞—Ж–µ—В–Њ–љ–∞ —Б –њ–Њ–Љ–Њ—Й—М—О –Ї–Є—Б—В–Є. 
–Т –Є–і–µ–∞–ї–µ –±—Л –∞—Ж–µ—В–Њ–љ–Њ–≤—Г—О –±–∞–љ—О –љ–∞ –њ–Њ–ї —З–∞—Б–Є–Ї–∞, –љ–Њ –Љ–∞–ї–Њ–≤–∞—В–Њ –µ–≥–Њ –Њ—Б—В–∞–ї–Њ—Б—М. –Ґ–∞–Ї –±—Л –≤–Њ–Њ–±—Й–µ –ї—П–њ–Њ—В–∞ –±—Л–ї–∞.  –Э–Њ –Љ—Л —Б–µ–є—З–∞—Б –љ–µ –Њ–±—А–∞–±–Њ—В–Ї—Г —А–∞—Б—Б–Љ–∞—В—А–Є–≤–∞–µ–Љ, –∞ –Ї–∞—З–µ—Б—В–≤–Њ –њ–µ—З–∞—В–Є. –Т—А–Њ–і–µ –љ–µ–њ–ї–Њ—Е–Њ, –Ј–љ–∞—З–Є—В –Љ–Њ–ґ–љ–Њ –Њ—Б—В–∞–љ–Њ–≤–Є—В—М—Б—П –љ–∞ —В–µ–Ї—Г—Й–Є—Е –љ–∞—Б—В—А–Њ–є–Ї–∞—Е. 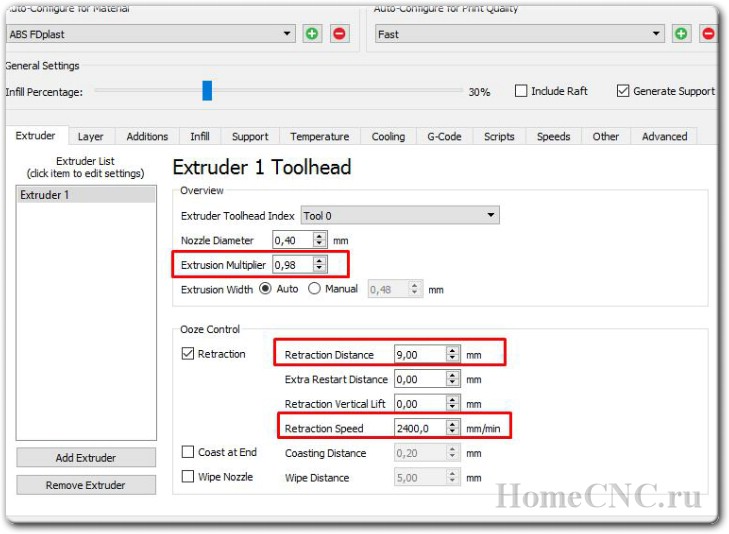
–ѓ –і—Г–Љ–∞—О –Ї—Г–±–Є–Ї–Є –љ–µ—В —Б–Љ—Л—Б–ї–∞ –њ–µ—З–∞—В–∞—В—М, –≤–Њ–±–ї–Є–љ–≥ –±—Л –њ—А–Њ—П–≤–Є–ї—Б—П –Є –љ–∞ –њ—А–µ–і—Л–і—Г—Й–Є—Е —В–µ—Б—В–Њ–≤—Л—Е –Љ–Њ–і–µ–ї—П—Е, —Б —Н—В–Є–Љ –њ—А–Њ–±–ї–µ–Љ —В—Г—В –љ–µ—В.
–Т—Л –њ–Њ–ї–µ–Ј–µ—В–µ –≤ –њ—А–Њ—Д–Є–ї—М–љ—Л–µ —Д–Њ—А—Г–Љ—Л –Є –Т–∞–Љ —В–∞–Љ –њ–Њ–љ–∞–њ–Є—И—Г—В –њ—А–Њ —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї—Г PID'–Њ–≤, —З—В–Њ –љ—Г–ґ–љ–Њ –≤—Л–Ї–Є–љ—Г—В—М —Б—В–Њ–Ї–Њ–≤—Л–є –љ–∞–≥—А–µ–≤–∞—В–µ–ї—М –≤–Љ–µ—Б—В–µ —Б –і–∞—В—З–Є–Ї–Њ–Љ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Є –њ—А–Њ—З—Г—О –µ—А–µ—Б—М. –Э–∞ —Б–∞–Љ–Њ–Љ –і–µ–ї–µ –≤—Б–µ –љ–µ–Љ–љ–Њ–≥–Њ –њ—А–Њ—Й–µ –Є —Б –Ї–Њ–Љ–њ–ї–µ–Ї—В—Г—О—Й–Є–Љ–Є –≤—Б–µ –≤ –њ–Њ—А—П–і–Ї–µ.
–Ш—В–Њ–≥–Є–Э–µ—Б–Љ–Њ—В—А—П –љ–∞ –≥—Г–ї—П—О—Й–Є–µ –≤ —Б–µ—В–Є —Б—В—А–∞—И–Є–ї–Ї–Є –њ—А–Њ –і–µ–ї—М—В—Л, —Г –Љ–µ–љ—П –љ–µ –≤–Њ–Ј–љ–Є–Ї–ї–Њ –∞–±—Б–Њ–ї—О—В–љ–Њ –љ–Є–Ї–∞–Ї–Є—Е –њ—А–Њ–±–ї–µ–Љ. –Я–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б —В–µ–Љ –ґ–µ Anet A6 –Њ–љ –Њ–Ї–∞–Ј–∞–ї—Б—П –і–∞–ґ–µ –і—А—Г–ґ–µ–ї—О–±–љ–µ–µ –Ї–∞–Ї –≤–Њ –≤—А–µ–Љ—П —Б–±–Њ—А–Ї–Є, —В–∞–Ї –Є –њ—А–Є –љ–∞—Б—В—А–Њ–є–Ї–µ –њ–µ—А–≤–Њ–є –њ–µ—З–∞—В–Є. –Ґ–∞–Ї —Г–ґ –њ–Њ–ї—Г—З–Є–ї–Њ—Б—М, —З—В–Њ –Њ–±—Й–Є–µ –њ–ї—О—Б—Л –Є –Љ–Є–љ—Г—Б—Л —П –Њ–њ–Є—Б–∞–ї –≤ –љ–∞—З–∞–ї–µ —Б—В–∞—В—М–Є, –Њ—Б—В–∞–ї–Њ—Б—М –і–Њ–њ–Њ–ї–љ–Є—В—М –ї–Є—З–љ–Њ –Њ—В —Б–µ–±—П –њ–Њ—Б–ї–µ —В–µ—Б—В–Є—А–Њ–≤–∞–љ–Є—П. –Ю—В–Ј—Л–≤—Л –љ–∞ Anet A4
— –Ф–µ–ї—М—В–∞ —А–∞–і–Є—Г—Б –љ–µ –≤—Л–≤–µ–і–µ–љ –≤ –Є–і–µ–∞–ї. –†–∞–Ј–љ–Є—Ж–∞ –≤—Л—Б–Њ—В—Л –Љ–µ–ґ–і—Г —Ж–µ–љ—В—А–∞–ї—М–љ–Њ–є –Є –Ї—А–∞–є–љ–Є–Љ–Є —В–Њ—З–Ї–∞–Љ–Є –Њ–Ї–Њ–ї–Њ 0.1 –Љ–Љ.
+ –Ъ–Њ–Љ–њ–∞–Ї—В–љ—Л–є. –Ч–∞–љ–Є–Љ–∞–µ—В –њ–Њ—З—В–Є –≤–і–≤–Њ–µ –Љ–µ–љ—М—И–µ –Љ–µ—Б—В–∞, —З–µ–Љ –Р6, –љ–Њ –≤—Л—И–µ –≥–і–µ-—В–Њ –љ–∞ —В—А–µ—В—М. 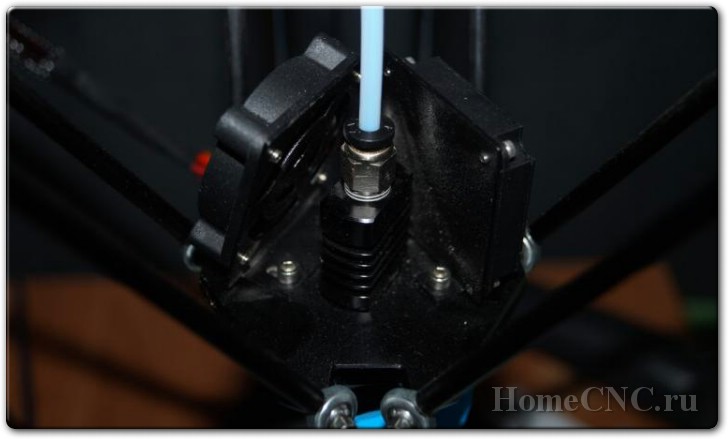 –Ю–±–і—Г–≤ —В–µ—А–Љ–Њ–±–∞—А—М–µ—А–∞ 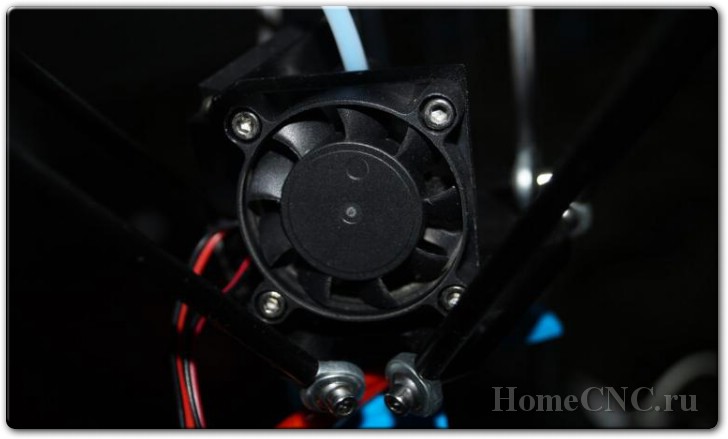 –Ю–±–і—Г–≤ –Љ–Њ–і–µ–ї–Є, –≤—Л—Е–Њ–і –≤–Њ–Ј–і—Г—Е–∞ —Б–љ–Є–Ј—Г. 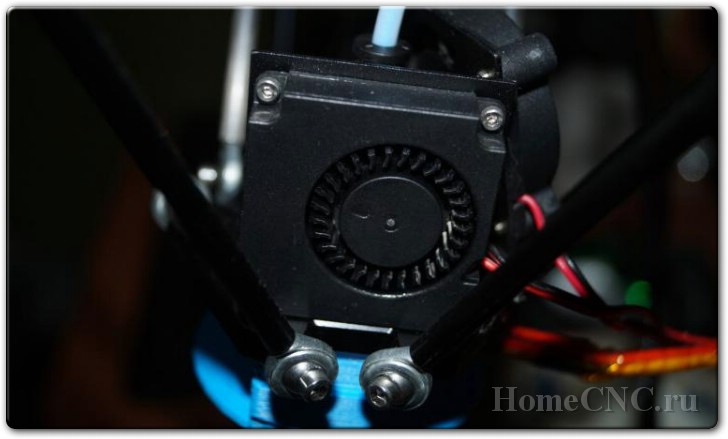 –∞–≤—В–Њ—А: ResSet –Ъ—Г–њ–Є—В—М 3D –њ—А–Є–љ—В–µ—А Anet A4
|

–У—А—Г–њ–њ–∞ VK
–Э–Њ–≤—Л–µ —Б—В–∞—В—М–Є
- –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –І–Я–£ —Б—В–∞–љ–Ї–∞ –Є–Ј —Д–∞–љ–µ—А—Л —Б–≤–Њ–Є–Љ–Є —А—Г–Ї–∞–Љ–Є
- –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є –ї–∞–Ј–µ—А –љ–∞ CO2
- –Ъ–∞–Ї —А–∞–Ј—А–∞–±–Њ—В–∞—В—М, —Б–Њ–±—А–∞—В—М –Є –Ј–∞–њ—Г—Б—В–Є—В—М –І–Я–£ —Б—В–∞–љ–Њ–Ї
- –І–Я–£ —Д—А–µ–Ј–µ—А –Є–Ј —Д–∞–љ–µ—А—Л —Б–≤–Њ–Є–Љ–Є —А—Г–Ї–∞–Љ–Є
- –°–∞–Љ–Њ–і–µ–ї—М–љ—Л–є –ї–∞–Ј–µ—А–љ—Л–є SCARA —А–Њ–±–Њ—В-–≥—А–∞–≤–µ—А