–°. –Ъ–Њ—А–Њ—В–Ї–µ–≤–Є—З,¬†–Ь–Њ–≥–Є–ї–µ–≤
–Т –љ–∞—Б—В–Њ—П—Й–µ–µ –≤—А–µ–Љ—П –Ї–Њ–Љ–њ—М—О—В–µ—А—Л –Њ—З–µ–љ—М —Б–Є–ї—М–љ–Њ –≤–Њ—И–ї–Є –≤ –љ–∞—И—Г –ґ–Є–Ј–љ—М –Є —Г–ґ–µ —В—П–ґ–µ–ї–Њ –њ—А–µ–і—Б—В–∞–≤–Є—В—М —Б–µ–±–µ –Љ–Њ–і–µ–ї–Є—А–Њ–≤–∞–љ–Є–µ –Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ —З–µ—А—В–µ–ґ–µ–є –±–µ–Ј –Ї–Њ–Љ–њ—М—О—В–µ—А–љ–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П. –Т—Б–µ —З–∞—Й–µ –≤ –Є–љ—В–µ—А–љ–µ—В–µ –њ–Њ—П–≤–ї—П—О—В—Б—П —З–µ—А—В–µ–ґ–Є –љ–Њ–≤—Л—Е –Љ–Њ–і–µ–ї–µ–є –≤–µ—Б—М–Љ–∞ –Ј–∞–Љ—Л—Б–ї–Њ–≤–∞—В—Л—Е —Д–Њ—А–Љ —Б –Љ–љ–Њ–ґ–µ—Б—В–≤–Њ–Љ –≤—Л—А–µ–Ј–Њ–≤ –Є —И–Є–њ –њ–∞–Ј–Њ–≤.
–°–Њ–≥–ї–∞—Б–Є—В–µ—Б—М, —А—Г—З–љ—Л–Љ –ї–Њ–±–Ј–Є–Ї–Њ–Љ –≤—Л—А–µ–Ј–∞—В—М –≤—Б–µ —Н—В–Є –Ї—А—Г–ґ–µ–≤–∞ –≤–µ—Б—М–Љ–∞ —Г—В–Њ–Љ–Є—В–µ–ї—М–љ–Њ. –Ш–і–µ—П —Б–Њ–Ј–і–∞–љ–Є—П –І–Я–£ –±—Г–і–Њ—А–∞–ґ–Є–ї–∞ –Љ–Њ–µ —Б–Њ–Ј–љ–∞–љ–Є–µ –љ–µ –Њ–і–Є–љ –≥–Њ–і, –љ–Њ –њ—Г–≥–∞–ї–∞ —Б–ї–Њ–ґ–љ–Њ—Б—В—М –Љ–µ—Е–∞–љ–Є–Ї–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М –Є–Ј—Г—З–µ–љ–Є—П –Љ–љ–Њ–ґ–µ—Б—В–≤–∞ –њ—А–Њ–≥—А–∞–Љ–Љ. –°–Њ–±—А–∞–≤—И–Є—Б—М —Б –Љ—Л—Б–ї—П–Љ–Є –Є –Ј–∞—А—П–і–Є–≤—И–Є—Б—М –Ј–і–Њ—А–Њ–≤—Л–Љ —Н–љ—В—Г–Ј–Є–∞–Ј–Љ–Њ–Љ —П –≤–Ј—П–ї—Б—П –Ј–∞ —А–∞–±–Њ—В—Г. –≠—В–∞ —Б—В–∞—В—М—П –і–ї—П –ї—О–і–µ–є, –Ї–Њ—В–Њ—А—Л–µ —Е–Њ—В—П—В —Б–і–µ–ї–∞—В—М —З—В–Њ-—В–Њ –њ–Њ–і–Њ–±–љ–Њ–µ, –љ–Њ –±–Њ—П—В—Б—П –љ–∞—З–Є–љ–∞—В—М. –ѓ –њ–Њ—Б—В–∞—А–∞—О—Б—М –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –њ–Њ–і—А–Њ–±–љ–Њ —А–∞—Б—Б–Ї–∞–Ј–∞—В—М –Њ –љ—О–∞–љ—Б–∞—Е, –Ї–Њ—В–Њ—А—Л–µ –≤–∞—Б –ґ–і—Г—В.
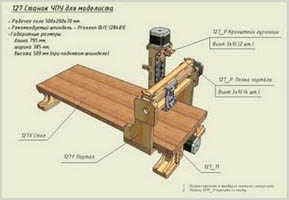
–Т —Н—В–Њ–є —Б—В–∞—В—М–µ –Љ—Л –њ—А–Њ–є–і–µ–Љ –≤–µ—Б—М –њ—Г—В—М –Њ—В —Б–Њ–Ј–і–∞–љ–Є—П —Б—В–∞–љ–Ї–∞ –і–Њ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –њ–µ—А–≤—Л—Е –і–µ—В–∞–ї–µ–є –љ–∞ —Н—В–Њ–Љ —Б—В–∞–љ–Ї–µ. –Я–µ—А–µ–і —Б–±–Њ—А–Ї–Њ–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–Њ—Б–µ—В–Є—В—М —А–∞–Ј–±–Њ—А–Ї—Г –Є —Б–Њ–±—А–∞—В—М –љ–µ–Ї–Њ—В–Њ—А—Л–µ –Ї–Њ–Љ–њ–ї–µ–Ї—В—Г—О—Й–Є–µ. –Э–∞—Б –Є–љ—В–µ—А–µ—Б—Г—О—В –і–µ—В–∞–ї–Є –Њ—В –Љ–∞—В—А–Є—З–љ–Њ–≥–Њ –њ—А–Є–љ—В–µ—А–∞ EPSON. –Ш–Ј –њ—А–Є–љ—В–µ—А–∞ –љ–∞–Љ –њ–Њ–љ–∞–і–Њ–±—П—В—Б—П –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–µ –≤–∞–ї—Л 4 —И—В—Г–Ї–Є –і–ї–Є–љ–љ–Њ–є 450–Љ–Љ. –Є 14–Љ–Љ. –і–Є–∞–Љ–µ—В—А–Њ–Љ –Є —И–∞–≥–Њ–≤—Л–µ –і–≤–Є–≥–∞—В–µ–ї–Є EM-181 –≤ –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ 3 —И—В—Г–Ї. –Ф–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Ї–∞—А–Ї–∞—Б–∞ –µ–і–µ–Љ –≤ –±–ї–Є–ґ–∞–є—И—Г—О –Љ–µ–±–µ–ї—М–љ—Г—О —Д–∞–±—А–Є–Ї—Г –Є –Ј–∞–Ї–∞–Ј—Л–≤–∞–µ–Љ —А–∞—Б–Ї—А–Њ–є –Ф–°–Я .
 
 
 
–†–∞–Ј–Љ–µ—А—Л
–°—В–Њ–ї:
100—Е500 2—И—В.
100—Е420 2—И—В.
420—Е410 1—И—В.
–Я–Њ—А—В–∞–ї:
100—Е230 2—И—В.
100—Е420 1—И—В.
100—Е465 1—И—В.
–Ъ–∞—А–µ—В–Ї–∞ "Z"
100—Е215 1—И—В.
95—Е210 1—И—М.
100—Е50 1—И—В
.

–Ъ—А–Њ–Љ–Ї—Г –љ–∞–Ї–ї–µ–Є–≤–∞–µ–Љ —Г—В—О–≥–Њ–Љ, —В–∞–Ї –і–µ—И–µ–≤–ї–µ.
–Ф–ї—П —В–µ—Е, –Ї—В–Њ –Ј–∞–љ–Є–Љ–∞–ї—Б—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ–Љ –Љ–µ–±–µ–ї–Є –≤—Б–µ –±—Г–і–µ—В –њ—А–Њ—Б—В–Њ. –†–∞–Ј–Љ–µ—З–∞–µ–Љ –Њ—В–≤–µ—А—Б—В–Є—П –Є —Б–≤–µ—А–ї–Є–Љ. –Ю—В–≤–µ—А—Б—В–Є—П –њ–Њ–і –Ї–Њ–љ—Д–Є—А–Љ–∞–љ—В —Б–≤–µ—А–ї—П—В—Б—П –Є–ї–Є –і–≤–Њ–є–љ—Л–Љ —Б–≤–µ—А–ї–Њ–Љ –Є–ї–Є –і–≤—Г–Љ—П —А–∞–Ј–љ—Л–Љ–Є —Б–≤–µ—А–ї–∞–Љ–Є 6 –Є 4 –Љ–Љ. –і–Є–∞–Љ–µ—В—А–Њ–Љ. 4–Љ–Љ –њ–Њ–і —Б–∞–Љ —И—Г—А—Г–њ –Є 6 –њ–Њ–і —И–ї—П–њ–Ї—Г.
–Я–Њ—Б–∞–і–Њ—З–љ—Л–µ –Њ—В–≤–µ—А—Б—В–Є—П –і–ї—П –њ–Њ–і—И–Є–њ–љ–Є–Ї–Њ–≤ –Є –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є—Е —Б–≤–µ—А–ї—П—В—Б—П "–њ–µ—А–Њ–Љ" –њ–Њ –і–µ—А–µ–≤—Г. –•–Њ—З—Г –Ј–∞–Љ–µ—В–Є—В—М —З—В–Њ —А–∞–Ј–Љ–µ—А—Л –љ–∞ —В–∞–Ї–Є—Е —Б–≤–µ—А–ї–∞—Е –љ–µ —В–Њ—З–љ—Л–µ, –Њ–±—Л—З–љ–Њ –Њ–љ–Є –≤ + –љ–∞ 1–Љ–Љ. –њ–Њ—Н—В–Њ–Љ—Г –њ–Њ—Б–∞–і–Њ—З–љ—Л–µ –Њ—В–≤–µ—А—Б—В–Є—П –њ–Њ–і –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–µ 14–Љ–Љ. —Б–≤–µ—А–ї—П—В—Б—П –њ–µ—А–Њ–Љ –љ–∞ 13–Љ–Љ. –і–ї—П –њ–Њ–і—И–Є–њ–љ–Є–Ї–Њ–≤ 22 –Љ–Љ. –њ–µ—А–Њ –њ—А–Є—И–ї–Њ—Б—М –њ—А–Њ—В–∞—З–Є–≤–∞—В—М —З—В–Њ–±—Л –њ–Њ–і—И–Є–њ–љ–Є–Ї –љ–µ –±–Њ–ї—В–∞–ї—Б—П.

–Я–Њ–і—И–Є–њ–љ–Є–Ї–Є —Б–Ї–Њ–ї—М–ґ–µ–љ–Є—П –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞–µ–Љ —Б–ї–µ–і—Г—О—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ. –Ш–і–µ–Љ –≤ –Љ–∞–≥–∞–Ј–Є–љ, —В–Њ—А–≥—Г—О—Й–Є–є —Б–∞–љ—В–µ—Е–љ–Є—З–µ—Б–Ї–Є–Љ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ–Љ, –њ–Њ–Ї—Г–њ–∞–µ–Љ —В—А—Г–±—Г 1 –Љ–µ—В—А –Я–Т–• 25–Љ–Љ. –Є –Ї—А–µ–њ–µ–ґ –і–ї—П —Н—В–Њ–є –ґ–µ —В—А—Г–±—Л. –Х—Й–µ –љ–∞–Љ –њ–Њ–љ–∞–і–Њ–±–Є—В—Б—П –±–Њ–ї—В—Л –Є –≥–∞–є–Ї–Є.
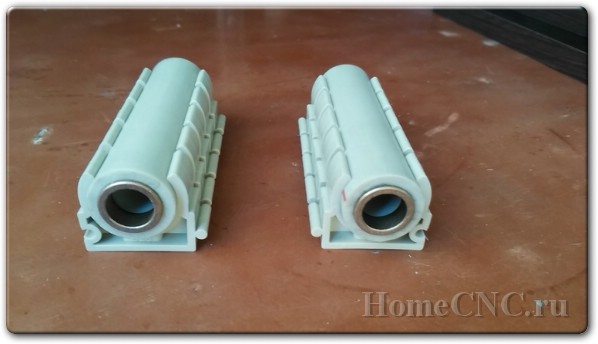
–†–µ–ґ–µ–Љ —В—А—Г–±—Г –љ–∞ –Њ—В—А–µ–Ј–Ї–Є 95–Љ–Љ –Є –Ј–∞–њ—А–µ—Б—Б–Њ–≤—Л–≤–∞–µ–Љ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —В–Є—Б–Ї–Њ–≤ –Љ–µ–і–љ–Њ-–≥—А–∞—Д–Є—В–Њ–≤—Л–µ –≤—В—Г–ї–Ї–Є –Њ—В –њ–µ—З–∞—В–љ–Њ–є –Ї–∞—А–µ—В–Ї–Є –њ—А–Є–љ—В–µ—А–∞ EPSON.
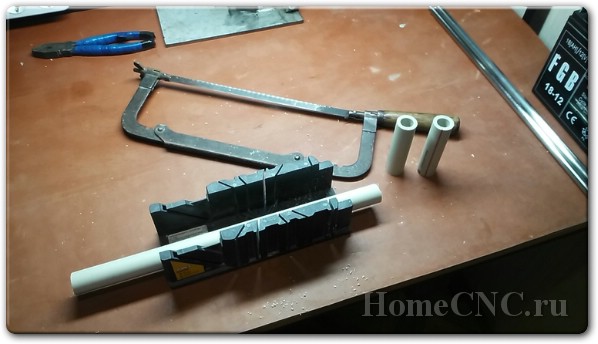 –Т–∞–ґ–љ–Њ! —А–µ–Ј–∞—В—М —В—А—Г–±—Г –љ–∞–і–Њ —А–Њ–≤–љ–Њ, –Є–љ–∞—З–µ –њ–Њ–і—И–Є–њ–љ–Є–Ї–Є —Б—В–∞–љ–Њ–≤—П—В—Б—П –Ї—А–Є–≤–Њ –Є –љ–∞—З–Є–љ–∞—О—В –њ–Њ–і–Ї–ї–Є–љ–Є–≤–∞—В—М (–Ю —В–Њ–Љ –Ї–∞–Ї —А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М —А–∞—Б—Б–Ї–∞–ґ—Г –њ–Њ–Ј–ґ–µ) –Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –Ј–∞–њ—А–µ—Б—Б–Њ–≤–∞–ї–Є –≤—В—Г–ї–Ї–Є, –љ–∞ —В—А—Г–±—Г –љ–∞–і–µ–≤–∞–µ–Љ –њ–ї–∞—Б—В–Є–Ї–Њ–≤—Л–є –Ї—А–µ–њ–µ–ґ –Є –љ–∞—И —Г–Ј–µ–ї –њ—А–Є–љ–Є–Љ–∞–µ—В —Б–ї–µ–і—Г—О—Й–Є–є –≤–Є–і. –Т–∞–ґ–љ–Њ! —А–µ–Ј–∞—В—М —В—А—Г–±—Г –љ–∞–і–Њ —А–Њ–≤–љ–Њ, –Є–љ–∞—З–µ –њ–Њ–і—И–Є–њ–љ–Є–Ї–Є —Б—В–∞–љ–Њ–≤—П—В—Б—П –Ї—А–Є–≤–Њ –Є –љ–∞—З–Є–љ–∞—О—В –њ–Њ–і–Ї–ї–Є–љ–Є–≤–∞—В—М (–Ю —В–Њ–Љ –Ї–∞–Ї —А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М —А–∞—Б—Б–Ї–∞–ґ—Г –њ–Њ–Ј–ґ–µ) –Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї –Ј–∞–њ—А–µ—Б—Б–Њ–≤–∞–ї–Є –≤—В—Г–ї–Ї–Є, –љ–∞ —В—А—Г–±—Г –љ–∞–і–µ–≤–∞–µ–Љ –њ–ї–∞—Б—В–Є–Ї–Њ–≤—Л–є –Ї—А–µ–њ–µ–ґ –Є –љ–∞—И —Г–Ј–µ–ї –њ—А–Є–љ–Є–Љ–∞–µ—В —Б–ї–µ–і—Г—О—Й–Є–є –≤–Є–і.
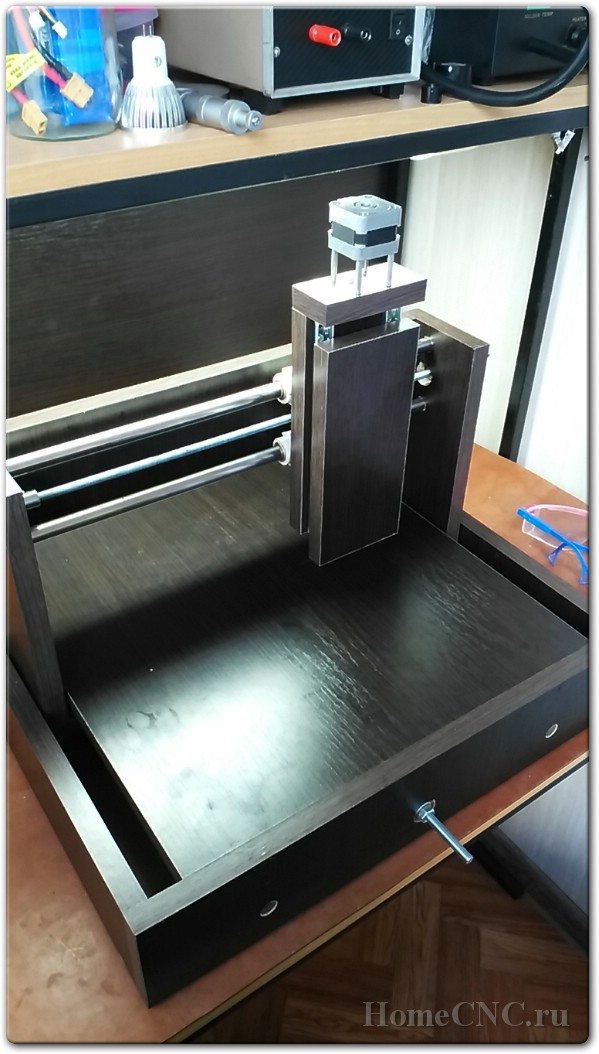
–Э–∞ —Н—В–Њ–Љ —Н—В–∞–њ–µ, –Љ—Л –Љ–Њ–ґ–µ–Љ —Б–Њ–±–Є—А–∞—В—М —Б—В–Њ–ї (–Њ—Б–љ–Њ–≤—Г –љ–∞—И–µ–≥–Њ —Б—В–∞–љ–Ї–∞) –Ф–ї—П —Б–±–Њ—А–Ї–Є –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ –Љ–µ–±–µ–ї—М–љ—Л–є –Ї–Њ–љ—Д–Є—А–Љ–∞—В.

–Ї –Ї—А–µ–њ–µ–ґ—Г —В—А—Г–±—Л –њ—А–Є–Ї—А—Г—З–Є–≤–∞–µ–Љ –Њ—Б–љ–Њ–≤–∞–љ–Є–µ –њ–∞—А—В–∞–ї–∞, –≤—Б—П –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П –њ—А–Є–љ–Є–Љ–∞–µ—В —Б–ї–µ–і—Г—О—Й–Є–є –≤–Є–і.

–Ф–∞–ї–µ–µ —В–∞–Ї–Є–Љ –ґ–µ –Њ–±—А–∞–Ј–Њ–Љ —Б–Њ–±–Є—А–∞–µ–Љ –њ–Њ—А—В–∞–ї –Є –Љ–Њ–љ—В–Є—А—Г–µ–Љ –≤—Б—О –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—О –≤–Њ–µ–і–Є–љ–Њ.

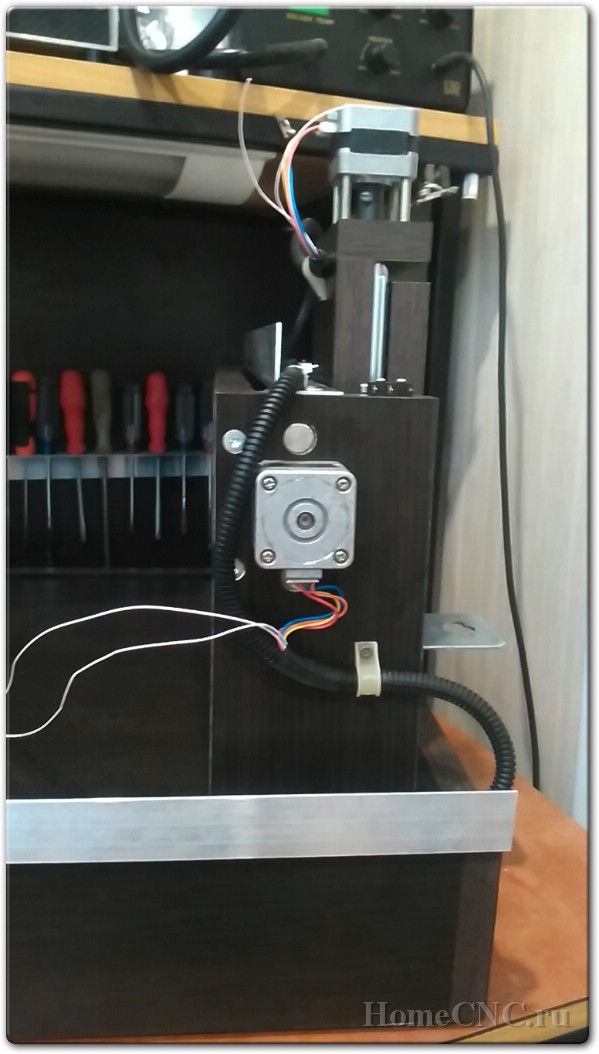
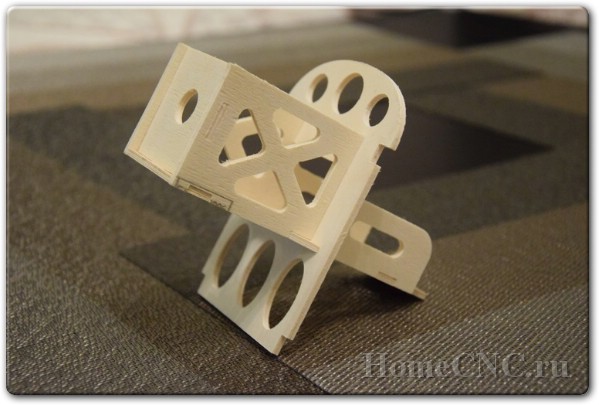
–Ф–∞–ї–µ–µ –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞–µ–Љ –Њ—Б—М Z –љ–∞–Љ –њ–Њ–љ–∞–і–Њ–±–Є—В—Б—П –Ї–Њ–Љ–њ–ї–µ–Ї—В –Љ–µ–±–µ–ї—М–љ—Л—Е –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є—Е –Є –Ј–∞–Ї–∞–Ј–∞–љ–љ–∞—П —Г —В–Њ–Ї–∞—А—П —Е–Њ–і–Њ–≤–∞—П –≥–∞–є–Ї–∞. –Т—Л–≥–ї—П–і–Є—В –≤—Б–µ —Н—В–Њ —Б–ї–µ–і—Г—О—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ.
 
–Ф–≤–Є–≥–∞—В–µ–ї—М –Њ—Б–Є Z –Ї—А–µ–њ–Є–Љ –љ–∞ —Б—В–Њ–є–Ї–∞—Е —З—В–Њ–±—Л –љ–µ –Љ–µ—И–∞–ї–∞ –Љ—Г—Д—В–∞.

–Т —Б–Њ–±—А–∞–љ–љ–Њ–Љ –≤–Є–і–µ –≤—Б–µ —Н—В–Њ –≤—Л–≥–ї—П–і–Є—В —В–∞–Ї.
 –Т –Ї–∞—З–µ—Б—В–≤–µ —И–њ–Є–љ–і–µ–ї—П –±—Л–ї –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ —А—Г—З–љ–Њ–є –≥—А–∞–≤–µ—А RIOBY –Љ–Њ—Й–љ–Њ—Б—В—М—О 150 –Т–∞—В. –Ф–ї—П –Ї—А–µ–њ–ї–µ–љ–Є—П –±—Л–ї –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ —Б—В—А–Њ–Є—В–µ–ї—М–љ—Л–є —Г–≥–Њ–ї–Њ–Ї. –Т –Ї–∞—З–µ—Б—В–≤–µ —И–њ–Є–љ–і–µ–ї—П –±—Л–ї –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ —А—Г—З–љ–Њ–є –≥—А–∞–≤–µ—А RIOBY –Љ–Њ—Й–љ–Њ—Б—В—М—О 150 –Т–∞—В. –Ф–ї—П –Ї—А–µ–њ–ї–µ–љ–Є—П –±—Л–ї –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ —Б—В—А–Њ–Є—В–µ–ї—М–љ—Л–є —Г–≥–Њ–ї–Њ–Ї.

–•–Њ–і–Њ–≤—Л–µ –≥–∞–є–Ї–Є –Њ—Б–µ–є X –Є Y –Ј–∞–Ї–∞–Ј—Л–≤–∞–ї–Є—Б—М —Г —В–Њ–Ї–∞—А—П –Є –Ї—А–µ–њ—П—В—Б—П –љ–∞ —Б—В—А–Њ–Є—В–µ–ї—М–љ—Л–µ —Г–≥–Њ–ї–Ї–Є, –≤—Л–≥–ї—П–і—П—В –≤—Б–µ —Н—В–Њ —Б–ї–µ–і—Г—О—Й–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ (–≥–∞–є–Ї—Г –ї—Г—З—И–µ –і–µ–ї–∞—В—М –Є–Ј –±—А–Њ–љ–Ј—Л –Є–ї–Є –Ї–∞–њ—А–Њ–ї–Њ–љ–∞)
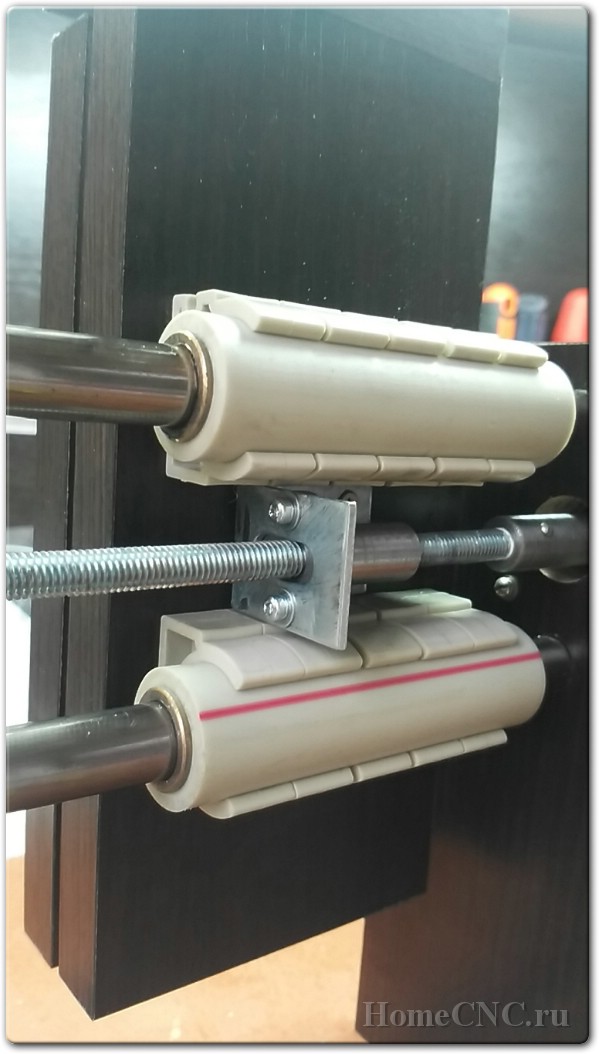
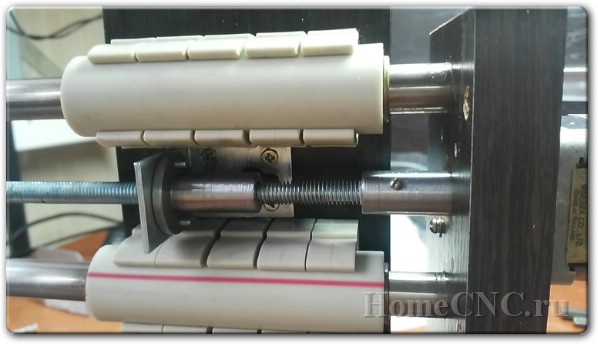
–Т—Б–µ –±–Њ–ї—В–Њ–≤—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Є–Љ–µ—О—В –љ–µ–±–Њ–ї—М—И—Г—О —Б–≤–Њ–±–Њ–і—Г –і–ї—П —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї–Є –њ–µ—А–µ–і –Њ–Ї–Њ–љ—З–∞—В–µ–ї—М–љ–Њ–є –Ј–∞—В—П–ґ–Ї–Њ–є. –≠—В–Њ –њ–Њ–Љ–Њ–ґ–µ—В –Є–Ј–±–µ–ґ–∞—В—М –њ–Њ–і–Ї–ї–Є–љ–Є–≤–∞–љ–Є—П. –У–ї–∞–≤–љ–∞—П –Ј–∞–і–∞—З–∞ –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є —Н—В–Њ–≥–Њ —Г–Ј–ї–∞ –Є–Ј–±–µ–ґ–∞—В—М –Ј–∞–µ–і–∞–љ–Є—П –њ—А–Є –Ї—А–∞–є–љ–Є—Е –њ–Њ–ї–Њ–ґ–µ–љ–Є—П—Е. –°–Њ–±–Є—А–∞–µ–Љ —Г–Ј–µ–ї, –±–Њ–ї—В—Л –љ–µ –Ј–∞—В—П–≥–Є–≤–∞–µ–Љ, –њ–µ—А–µ–Љ–µ—Й–∞–µ–Љ –≤ –Ї—А–∞–є–љ–µ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ, –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г–±–µ–і–Є—В—Б—П, —З—В–Њ —И–њ–Є–ї—М–Ї–∞ –≤—А–∞—Й–∞–µ—В—Б—П —Б–≤–Њ–±–Њ–і–љ–Њ, –Ј–∞—В—П–≥–Є–≤–∞–µ–Љ –±–Њ–ї—В—Л. –Х—Б–ї–Є –њ–Њ—Б–ї–µ –Ј–∞—В—П–ґ–Ї–Є —И–њ–Є–ї—М–Ї–∞ –≤—А–∞—Й–∞–µ—В—Б—П —В—Г–≥–Њ, –Њ—Б–ї–∞–±–ї—П–µ–Љ –±–Њ–ї—В—Л, –Њ–њ—А–µ–і–µ–ї—П–µ–Љ –њ—А–Є—З–Є–љ—Г –њ–Њ–і–Ї–ї–Є–љ–Є–≤–∞–љ–Є—П, –њ—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ –њ—А–Њ—Б—В–∞–≤–Ї–Є –Є –Ј–∞—В—П–≥–Є–≤–∞–µ–Љ –≤—Б–µ –Њ–±—А–∞—В–љ–Њ. –Э–∞ —Н—В–Њ–Љ –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–µ —А–∞–±–Њ—В—Л –Ј–∞–Ї–∞–љ—З–Є–≤–∞—О—В—Б—П.
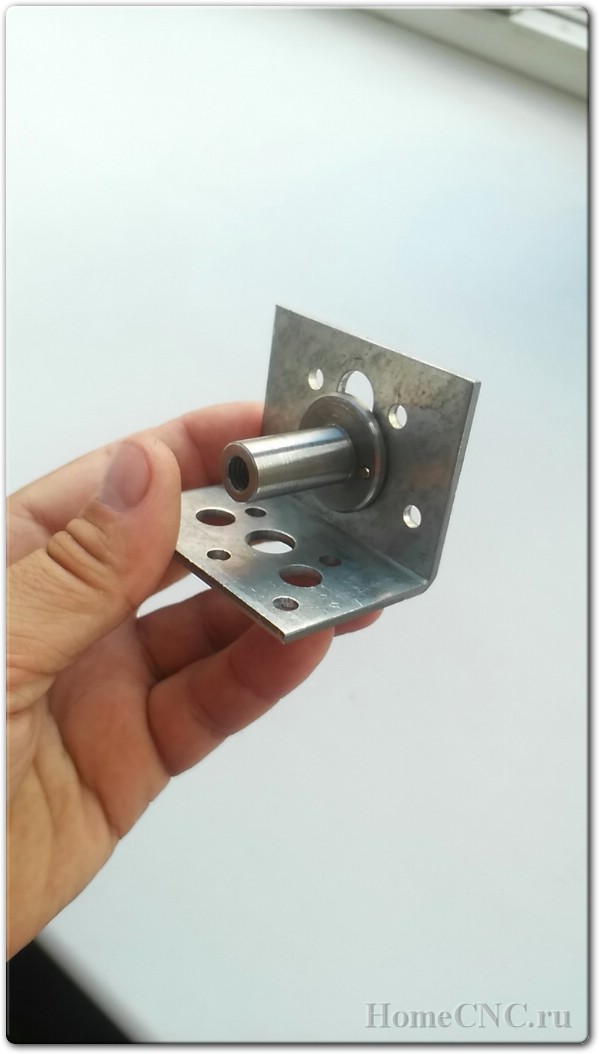
–®–њ–Є–ї—М–Ї–Є –љ–∞ –њ—А–Њ—В–Є–≤–Њ–њ–Њ–ї–Њ–ґ–љ–Њ–є —Б—В–Њ—А–Њ–љ–µ –Њ—В –і–≤–Є–≥–∞—В–µ–ї—П –Ј–∞–Ї—А–µ–њ–ї—П—О—В—Б—П –≤ –њ–Њ–і—И–Є–њ–љ–Є–Ї–∞—Е, –њ–µ—А–µ–і —Г—Б—В–∞–љ–Њ–≤–Ї–Њ–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–Ї—А–µ–њ–Є—В—М —Г–њ–Њ—А –і–ї—П –њ–Њ–і—И–Є–њ–љ–Є–Ї–∞. –Ш–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞–µ–Љ —Г–њ–Њ—А –Є–Ј —Б—В—А–Њ–Є—В–µ–ї—М–љ–Њ–є —И–∞–є–±—Л.
   
–Т–∞–ґ–љ—Л–є –љ—О–∞–љ—Б, –њ–Њ–і—И–Є–њ–љ–Є–Ї–Є –љ–∞ —И–њ–Є–ї—М–Ї—Г —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ–Љ –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї—Г –Є–Ј –ґ–µ—Б—В–Є, –µ–µ –љ—Г–ґ–љ–Њ –Њ–±–µ—А–љ—Г—В—М –≤–Њ–Ї—А—Г–≥ —И–њ–Є–ї—М–Ї–Є, –њ–Њ–≤–µ—А—Е –љ–∞—Б–∞–ґ–Є–≤–∞–µ–Љ –њ–Њ–і—И–Є–њ–љ–Є–Ї –Є –Ј–∞–ґ–Є–Љ–∞–µ–Љ —Б –Њ–±–Њ–Є—Е —Б—В–Њ—А–Њ–љ –≥–∞–є–Ї–∞–Љ–Є. –°—В–Њ–Є—В –Њ–±—А–∞—В–Є—В—М –≤–љ–Є–Љ–∞–љ–Є–µ, —З—В–Њ –≥–∞–є–Ї–Є —Б–ї–µ–і—Г–µ—В –Ј–∞–ґ–Є–Љ–∞—В—М –љ–µ —Б–Є–ї—М–љ–Њ, –≤ –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ —И–њ–Є–ї—М–Ї—Г –≤—Л–≥–љ–µ—В –і—Г–≥–Њ–є. –У–∞–є–Ї–Є –Ј–∞—В—П–≥–Є–≤–∞—О—В—Б—П —В–∞–Ї —З—В–Њ–±—Л –љ–µ –±—Л–ї–Њ –ї—О—Д—В–∞, –њ–Њ—Б–ї–µ —Д–Є–Ї—Б–Є—А—Г—О—В—Б—П –Ї–ї–µ–µ–Љ.
–Ф–ї—П –Ї—А–µ–њ–ї–µ–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Њ–Ї –≤ —Б—В–Њ–ї–µ —Б–≤–µ—А–ї–Є–Љ –Њ—В–≤–µ—А—Б—В–Є—П –Є —Б –љ–Є–ґ–љ–µ–є —Б—В–Њ—А–Њ–љ—Л –≤—Б—В–∞–≤–ї—П–µ–Љ —И–Є–њ-–≥–∞–є–Ї—Г. –°–Њ–±—Б—В–≤–µ–љ–љ–Њ –љ–∞ —Д–Њ—В–Њ–≥—А–∞—Д–Є–Є –≤—Б–µ –≤–Є–і–љ–Њ.
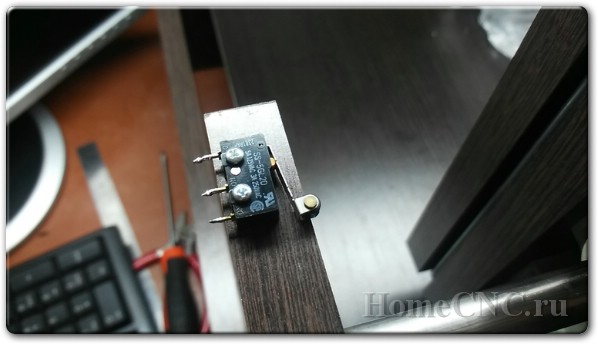
–Ф–∞–ї–µ–µ –љ–∞–Љ –њ—А–µ–і—Б—В–Њ–Є—В —А–∞–Ј–Љ–µ—Й–µ–љ–Є–µ –Ї–Њ–љ—Ж–µ–≤—Л—Е –≤—Л–Ї–ї—О—З–∞—В–µ–ї–µ–є (–ї–Є–Љ–Є—В—Л —А–∞–±–Њ—З–µ–≥–Њ –њ–Њ–ї—П) –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–µ –Є –љ–∞—Б—В—А–Њ–є–Ї–∞ —Н–ї–µ–Ї—В—А–Њ–љ–Є–Ї–Є. –Ш–Ј–љ–∞—З–∞–ї—М–љ–Њ –њ–ї–∞–љ–Є—А–Њ–≤–∞–ї–Њ—Б—М —Б–Њ–±–Є—А–∞—В—М —Н–ї–µ–Ї—В—А–Њ–љ–Є–Ї—Г —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ, –љ–Њ –Є–Ј—Г—З–Є–≤ —Б—Е–µ–Љ—Л, —Б—В–Њ–Є–Љ–Њ—Б—В—М –Ї–Њ–Љ–њ–ї–µ–Ї—В—Г—О—Й–Є—Е –Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–µ –≤—А–µ–Љ—П –љ–∞ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –њ–ї–∞—В –±—Л–ї–Њ –њ—А–Є–љ—П—В–Њ —А–µ—И–µ–љ–Є–µ –њ–Њ–Ї—Г–њ–∞—В—М –≥–Њ—В–Њ–≤–Њ–µ. –Ш–Ј—Г—З–Є–≤ –њ—А–µ–і–ї–Њ–ґ–µ–љ–Є—П –≤ –Є–љ—В–µ—А–љ–µ—В–µ, —Б—А–∞–≤–љ–Є–≤ —Ж–µ–љ—Л –±—Л–ї–Є –њ—А–Є–Њ–±—А–µ—В–µ–љ—Л:
–Є–љ—В–µ—А—Д–µ–є—Б–љ–∞—П –њ–ї–∞—В–∞ —Б –Њ–њ—В–Њ—А–∞–Ј–≤—П–Ј–Ї–Њ–є BL-MACH-V1.1 $ 5.03
–і—А–∞–є–≤–µ—А—Л —И–∞–≥–Њ–≤—Л—Е –і–≤–Є–≥–∞—В–µ–ї–µ–є BL-TB6560-V2.0 $ 4.84 –Ј–∞ 1 —И—В—Г–Ї—Г
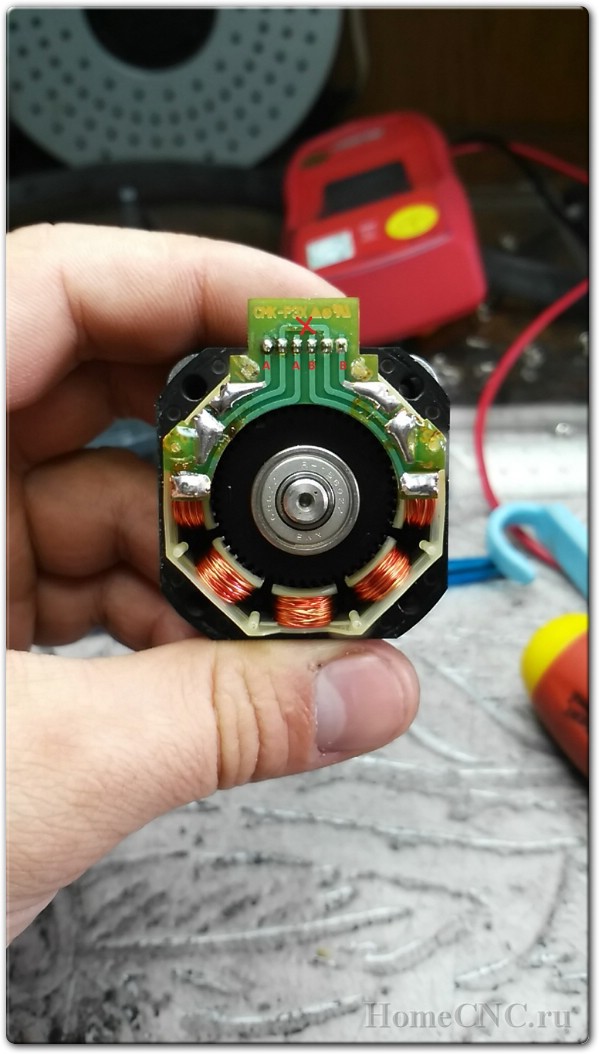
–Э–∞—З–љ–µ–Љ —Б –і–Њ—А–∞–±–Њ—В–Ї–Є –і–≤–Є–≥–∞—В–µ–ї–µ–є. –Ф–≤–Є–≥–∞—В–µ–ї–Є EM-181 —Г–љ–Є–њ–Њ–ї—П—А–љ—Л–µ, —Н—В–Њ –Ј–љ–∞—З–Є—В, —З—В–Њ –Њ–љ–Є –Є–Љ–µ—О—В 4 –Њ–±–Љ–Њ—В–Ї–Є —Б–Њ–µ–і–Є–љ–µ–љ–љ—Л–µ –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–Љ –Њ–±—А–∞–Ј–Њ–Љ. –Ф—А–∞–є–≤–µ—А—Л, –Ї–Њ—В–Њ—А—Л–µ –Љ—Л –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ, —А–∞–±–Њ—В–∞—О—В —Б –±–Є–њ–Њ–ї—П—А–љ—Л–Љ–Є –і–≤–Є–≥–∞—В–µ–ї—П–Љ–Є, –≤ –Ї–Њ—В–Њ—А—Л—Е 2 –Њ–±–Љ–Њ—В–Ї–Є. –Ю—В–Ї—А—Г—З–Є–≤–∞–µ–Љ 4 –±–Њ–ї—В–∞ –Є —Б–љ–Є–Љ–∞–µ–Љ –Ј–∞–і–љ—О—О –Ї—А—Л—И–Ї—Г –і–≤–Є–≥–∞—В–µ–ї—П. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ–µ—А–µ—А–µ–Ј–∞—В—М –і–Њ—А–Њ–ґ–Ї—Г –≤ –Њ–±–Њ–Ј–љ–∞—З–µ–љ–љ–Њ–Љ –Љ–µ—Б—В–µ. –Ъ–Њ–љ—В–∞–Ї—В—Л –Њ–±–Љ–Њ—В–Ї–Є 1 –Њ–±–Њ–Ј–љ–∞—З–µ–љ—Л –±—Г–Ї–≤–∞–Љ–Є "–Р" –Њ–±–Љ–Њ—В–Ї–Є 2 –±—Г–Ї–≤–∞–Љ–Є "–Т"
–Я–Њ–і—А–Њ–±–љ–Њ –Њ–њ–Є—Б—Л–≤–∞—В—М –њ–Њ–і–Ї–ї—О—З–µ–љ–Є–µ –≤—Б–µ–є —Н–ї–µ–Ї—В—А–Њ–љ–Є–Ї–Є —Б–Љ—Л—Б–ї–∞ –љ–µ—В, –њ—А–Њ—Б—В–Њ –њ–Њ–Ї–∞–ґ—Г —Д–Њ—В–Њ–≥—А–∞—Д–Є–Є –Є–Ј –Ї–Њ—В–Њ—А—Л—Е –≤—Б–µ –њ—А–µ–і–µ–ї—М–љ–Њ –њ–Њ–љ—П—В–љ–Њ. –Ю–і–љ–Њ —В–Њ–ї—М–Ї–Њ —Е–Њ—З—Г –Ј–∞–Љ–µ—В–Є—В—М, —З—В–Њ –Ї–Њ–љ—Ж–µ–≤–Є–Ї–Є –љ–µ –±—Г–і—Г—В —А–∞–±–Њ—В–∞—В—М –њ–Њ–Ї–∞ –Ї –њ–ї–∞—В–µ –Њ–њ—В–Њ—А–∞–Ј–≤—П–Ј–Є –Ї—А–Њ–Љ–µ 5V –Њ—В USB –љ–µ –±—Г–і–µ—В –њ–Њ–і–Ї–ї—О—З–µ–љ–Њ 12V. –љ–µ –Ј–љ–∞—О –њ–Њ—З–µ–Љ—Г –љ–Њ –љ–Є–≥–і–µ –≤ –Њ–њ–Є—Б–∞–љ–Є–Є —П —Н—В–Њ–≥–Њ –љ–µ –љ–∞—И–µ–ї –Є –і–Њ–ї–≥–Њ –љ–µ –Љ–Њ–≥ –њ–Њ–љ—П—В—М –њ–Њ—З–µ–Љ—Г MACH –љ–µ –Ј–∞–њ—Г—Б–Ї–∞–ї—Б—П.

–Т –Ї–∞—З–µ—Б—В–≤–µ –Ї–∞–±–µ–ї–µ—Г–Ї–ї–∞–і—З–Є–Ї–∞ –≤ –∞–≤—В–Њ–Љ–∞–≥–∞–Ј–Є–љ–µ –±—Л–ї–Є –њ—А–Є–Њ–±—А–µ—В–µ–љ–∞ –њ–ї–∞—Б—В–Є–Ї–Њ–≤–∞—П –≥–Њ—Д—А–∞ –і–Є–∞–Љ–µ—В—А–Њ–Љ –Њ–Ї–Њ–ї–Њ 10 –Љ–Љ. –Ъ–∞–±–µ–ї—М –Ї–∞–љ–∞–ї —Б–і–µ–ї–∞–љ –Є–Ј –∞–ї—О–Љ–Є–љ–Є–µ–≤–Њ–≥–Њ —Г–≥–Њ–ї–Ї–∞.
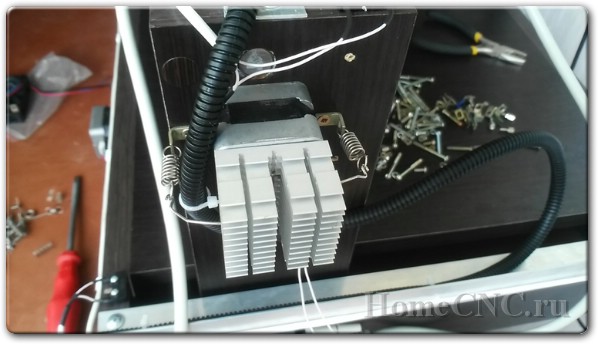
–Я—А–Є –њ—А–Њ–±–љ—Л—Е –њ—А–Њ–≥–Њ–љ–∞—Е —Б—В–∞–љ–Ї–∞ –±—Л–ї–Є –љ–µ–≤–µ—А–љ–Њ –љ–∞—Б—В—А–Њ–µ–љ—Л –і—А–∞–є–≤–µ—А—Л, –∞ —В–Њ—З–љ–µ–µ —В–Њ–Ї –±—Л–ї –≤—Л—Б—В–∞–≤–ї–µ–љ –љ–∞ 3–∞ —З—В–Њ –љ–µ –њ–Њ–љ—А–∞–≤–Є–ї–Њ—Б—М –і–≤–Є–≥–∞—В–µ–ї—П–Љ –Є —З–µ—А–µ–Ј 20 –Љ–Є–љ—Г—В –Є–Ј –љ–Є—Е –њ–Њ—И–µ–ї –і—Л–Љ. –Ф–ї—П —В–Њ–≥–Њ —З—В–Њ–±—Л —Н—В–Њ –±–Њ–ї—М—И–µ –љ–µ –њ–Њ–≤—В–Њ—А–Є–ї–Њ—Б—М, —В–Њ–Ї –±—Л–ї –Њ–≥—А–∞–љ–Є—З–µ–љ –љ–∞ —Г—А–Њ–≤–љ–µ 1.2–∞ –Є –±—Л–ї–Є —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л —А–∞–і–Є–∞—В–Њ—А—Л –Є –≤–µ–љ—В–Є–ї—П—В–Њ—А—Л –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П. (–Я–Њ–Ј–ґ–µ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –≤—Л—П—Б–љ–Є–ї–Њ—Б—М, —З—В–Њ –і–≤–Є–≥–∞—В–µ–ї–Є —А–∞–Ј–Њ–≥—А–µ–≤–∞—О—В—Б—П —Б–Є–ї—М–љ–Њ –љ–∞ –Љ–∞–ї–Њ–є –њ–Њ–і–∞—З–µ, –њ—А–Є –њ—А–∞–≤–Є–ї—М–љ–Њ –≤—Л—Б—В–∞–≤–ї–µ–љ–љ–Њ–Љ –Ј–љ–∞—З–µ–љ–Є–Є —В–Њ–Ї–∞ –Є –њ–Њ–і–∞—З–µ –≤ 10-15 –Љ–Љ/—Б. –і–≤–Є–≥–∞—В–µ–ї–Є –≥—А–µ—О—В—Б—П –љ–µ —Б–Є–ї—М–љ–Њ)
 
–≠–ї–µ–Ї—В—А–Њ–љ–Є–Ї—Г —Г–њ–∞–Ї–Њ–≤—Л–≤–∞–µ–Љ –≤ —Б–Є–Љ–њ–∞—В–Є—З–љ—Л–є –Ї–Њ—А–њ—Г—Б, –љ–∞—И–µ–ї —Б–ї—Г—З–∞–є–љ–Њ –љ–∞ —А—Л–љ–Ї–µ, —Б—В–Њ–Є–ї 4$ –њ–Њ–і–Њ—И–µ–ї –Є–і–µ–∞–ї—М–љ–Њ.
–Я–Њ–і—А–Њ–±–љ–Њ –Є —Б –Ї–∞—А—В–Є–љ–Ї–∞–Љ–Є –Њ –љ–∞—Б—В—А–Њ–є–Ї–µ –і—А–∞–є–≤–µ—А–Њ–≤ –Љ–Њ–ґ–љ–Њ –њ—А–Њ—З–Є—В–∞—В—М 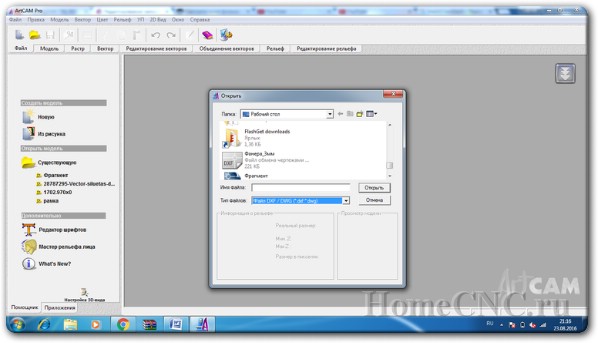
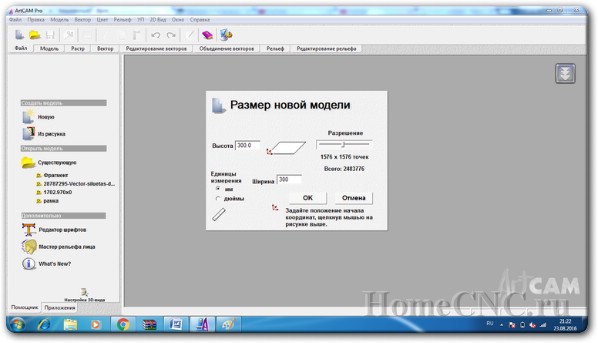
–Т –Љ–µ–љ—О "—А–∞–Ј–Љ–µ—А –љ–Њ–≤–Њ–є –Љ–Њ–і–µ–ї–Є" –Ј–∞–і–∞–µ–Љ –≤—Л—Б–Њ—В—Г –Є —И–Є—А–Є–љ—Г –љ–∞—И–µ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є–Ј —Д–∞–љ–µ—А—Л, –Ї–Њ—В–Њ—А—Г—О –Љ—Л –Ј–∞–Ї—А–µ–њ–Є–ї–Є –љ–∞ —А–∞–±–Њ—З–µ–Љ —Б—В–Њ–ї–µ. –І—В–Њ–±—Л –љ–µ –Є—Б–њ–Њ—А—В–Є—В—М —Б—В–Њ–ї —Б—В–∞–љ–Ї–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г —П –Ї—А–µ–њ–ї—О –њ—А–Є–ґ–Є–Љ–∞–Љ–Є –љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї–µ –Є–Ј –њ–Њ—В–Њ–ї–Њ—З–љ–Њ–є –њ–ї–Є—В–Ї–Є –Є–ї–Є –њ–Њ–і–ї–Њ–ґ–Ї–Є –і–ї—П –ї–∞–Љ–Є–љ–∞—В–∞. –Ч–∞–і–∞–µ–Љ —А–∞–Ј–Љ–µ—А –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є 300—Е300 –Є –љ–∞–ґ–Є–Љ–∞–µ–Љ 2 —А–∞–Ј–∞ "–Ю–Ъ"
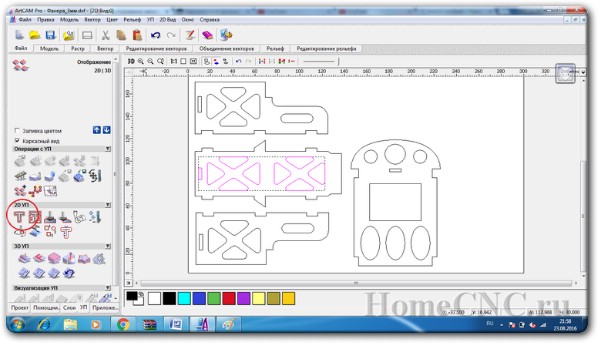
–Ъ–Њ–Љ–њ–Њ–љ—Г–µ–Љ —Н–ї–µ–Љ–µ–љ—В—Л –Њ—В –љ–Є–ґ–љ–µ–≥–Њ –ї–µ–≤–Њ–≥–Њ —Г–≥–ї–∞, —Н—В–Њ –њ–Њ —Г–Љ–Њ–ї—З–∞–љ–Є—О –љ—Г–ї–µ–≤–∞—П —В–Њ—З–Ї–∞.
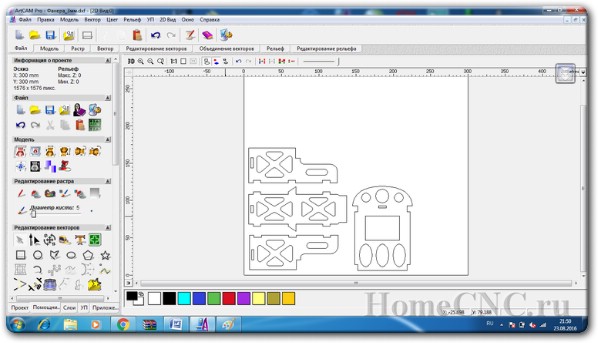
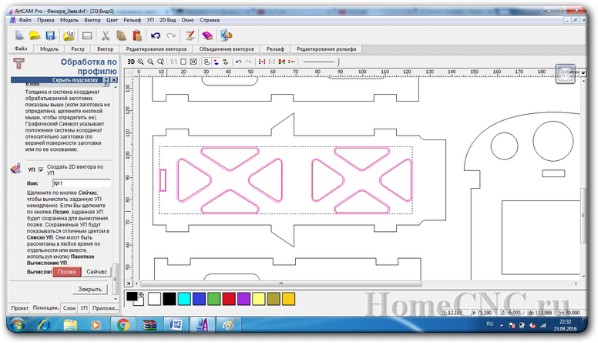
–Т–љ–∞—З–∞–ї–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –≤—Л—А–µ–Ј–∞—В—М –≤–љ—Г—В—А–µ–љ–љ–Є–µ —Н–ї–µ–Љ–µ–љ—В—Л. –Ф–ї—П —Н—В–Њ–≥–Њ –≤ –љ–Є–ґ–љ–µ–Љ –ї–µ–≤–Њ–Љ —Г–≥–ї—Г –њ–∞–љ–µ–ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤ –≤—Л–±–Є—А–∞–µ–Љ "–£–Я" –Т—Л–і–µ–ї—П–µ–Љ —З–∞—Б—В—М –≤–љ—Г—В—А–µ–љ–љ–Є—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Є –≤ —А–∞–Ј–і–µ–ї–µ "2D –£–Я" –≤—Л–±–Є—А–∞–µ–Љ "–Њ–±—А–∞–±–Њ—В–Ї–∞ –њ–Њ –њ—А–Њ—Д–Є–ї—О"
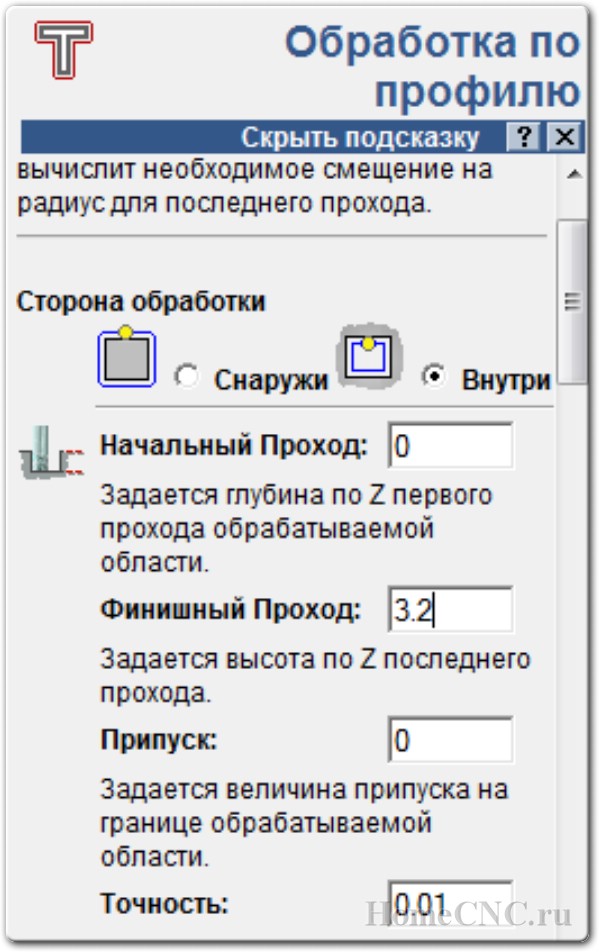
–Т –њ–Њ–ї–µ "—Б—В–Њ—А–Њ–љ–∞ –Њ–±—А–∞–±–Њ—В–Ї–Є" –≤—Л–±–Є—А–∞–µ–Љ –≤–љ—Г—В—А–Є –љ–∞—З–∞–ї—М–љ—Л–є –њ—А–Њ—Е–Њ–і –Њ—Б—В–∞–≤–ї—П–µ–Љ "0"
—Н—В–Њ –≤–µ—А—Е –љ–∞—И–µ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –§–Є–љ–Є—И–љ—Л–є –њ—А–Њ—Е–Њ–і —Б—В–∞–≤–Є–Љ —З—Г—В—М –±–Њ–ї—М—И–µ —В–Њ–ї—Й–Є–љ—Л —Д–∞–љ–µ—А—Л. –Т –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ —Д–∞–љ–µ—А–∞ 3–Љ–Љ. –Ј–љ–∞—З–Є—В, –≤ –њ–Њ–ї–µ —Д–Є–љ–Є—И–љ—Л–є –њ—А–Њ—Е–Њ–і —Б—В–∞–≤–Є–Љ 3.2–Љ–Љ.
–Ф–∞–ї–µ–µ "–њ–ї–Њ—Б–Ї–Њ—Б—В—М –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є" —В—Г—В –≤—Б–µ –њ–Њ–љ—П—В–љ–Њ, —Н—В–Њ –≤—Л—Б–Њ—В–∞ –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –љ–∞–і –Ј–∞–≥–Њ—В–Њ–≤–Ї–Њ–є.
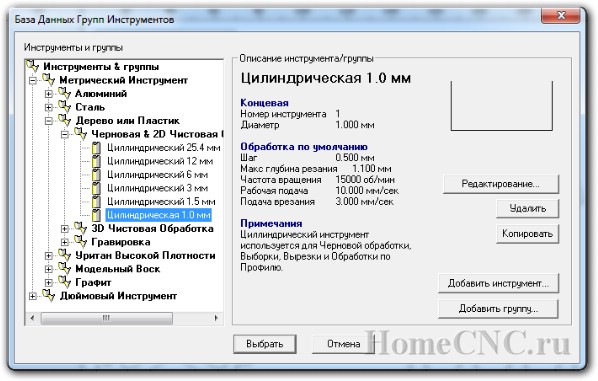
–°–ї–µ–і—Г—О—Й–Є–є –њ—Г–љ–Ї—В –≤—Л–±–Њ—А –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –Т—Л–±–Є—А–∞–µ–Љ –Є–Ј –±–Є–±–ї–Є–Њ—В–µ–Ї–Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В, –њ—А–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –Ї–Њ—А—А–µ–Ї—В–Є—А—Г–µ–Љ —Б–Ї–Њ—А–Њ—Б—В—М –њ–Њ–і–∞—З–Є, —Б–Ї–Њ—А–Њ—Б—В—М –Ј–∞–≥–ї—Г–±–ї–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Є –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П –≥–ї—Г–±–Є–љ–∞ –Ј–∞ –њ—А–Њ—Е–Њ–і. –Т –і–∞–љ–љ–Њ–Љ —Б–ї—Г—З–∞–µ —Д—А–µ–Ј–∞ –Ї—Г–Ї—Г—А—Г–Ј–∞ –і–Є–∞–Љ–µ—В—А–Њ–Љ 1–Љ–Љ. –Я–Њ–і–∞—З–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ 10 –Љ–Љ/—Б –Ч–∞–≥–ї—Г–±–ї–µ–љ–Є–µ 3–Љ–Љ/—Б –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П –≥–ї—Г–±–Є–љ–∞ –Ј–∞ –њ—А–Њ—Е–Њ–і 1.1–Љ–Љ. –Я—А–Є —В–∞–Ї–Њ–є –≥–ї—Г–±–Є–љ–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–∞ –±—Г–і–µ—В –њ—А–Њ—А–µ–Ј–∞–љ–∞ –Ј–∞ 3 –њ—А–Њ—Е–Њ–і–∞. –Э–∞–ґ–Є–Љ–∞–µ–Љ "–≤—Л–±—А–∞—В—М"
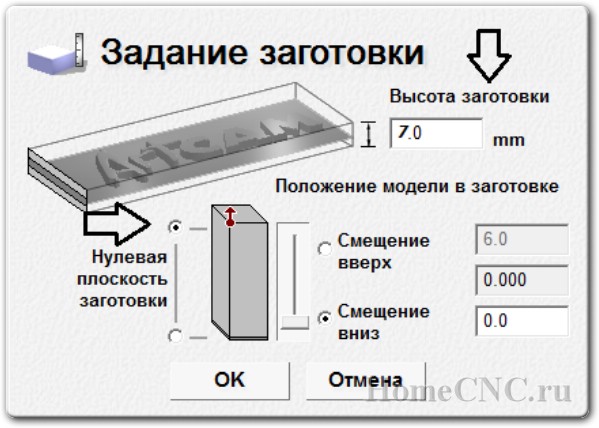
–Т –њ–Њ–ї–µ "–Ј–∞–≥–Њ—В–Њ–≤–Ї–∞" –љ–∞–ґ–Є–Љ–∞–µ–Љ –Њ–њ—А–µ–і–µ–ї–Є—В—М. –Э—Г–ї–µ–≤—Г—О –њ–ї–Њ—Б–Ї–Њ—Б—В—М –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –≤—Л–±–Є—А–∞–µ–Љ –≤–≤–µ—А—Е—Г, —Б–Љ–µ—Й–µ–љ–Є–µ –≤–љ–Є–Ј, –≤—Л—Б–Њ—В–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є 7–Љ–Љ. —Н—В–Њ —В–Њ–ї—Й–Є–љ–∞ –њ–Њ–і–ї–Њ–ґ–Ї–Є 4–Љ–Љ. –Є 3–Љ–Љ. —В–Њ–ї—Й–Є–љ–∞ —Д–∞–љ–µ—А—Л.
–Ф–∞–ї–µ–µ –њ–Є—И–µ–Љ –Є–Љ—П –і–∞–љ–љ–Њ–≥–Њ —Г—З–∞—Б—В–Ї–∞ "–£–Я" –љ–∞–њ—А–Є–Љ–µ—А вДЦ1 –Є –љ–∞–ґ–Є–Љ–∞–µ–Љ "—Б–µ–є—З–∞—Б" –Э–∞ —З–µ—А—В–µ–ґ–µ –њ–Њ –≤–љ—Г—В—А–µ–љ–љ–µ–є —Б—В–Њ—А–Њ–љ–µ –Њ–±—А–Є—Б–Њ–≤—Л–≤–∞–µ—В—Б—П –≤–µ–Ї—В–Њ—А –і–≤–Є–ґ–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞.
–Ґ–∞–Ї –ґ–µ –≤—Л–і–µ–ї—П–µ–Љ –Є –Њ—Б—В–∞–ї—М–љ—Л–µ –≤–љ—Г—В—А–µ–љ–љ–Є–µ —Н–ї–µ–Љ–µ–љ—В—Л, –љ–∞—Б—В—А–Њ–є–Ї–Є —А–µ–ґ–Є–Љ–∞ –Њ–±—А–∞–±–Њ—В–Ї–Є –љ–µ –Љ–µ–љ—П–µ–Љ! –Ъ–∞–ґ–і–Њ–Љ—Г –љ–Њ–≤–Њ–Љ—Г —Н–ї–µ–Љ–µ–љ—В—Г –њ—А–Є—Б–≤–∞–Є–≤–∞–µ–Љ –љ–Њ–≤–Њ–µ –љ–∞–Ј–≤–∞–љ–Є–µ, –љ–∞–њ—А–Є–Љ–µ—А вДЦ2-вДЦ3 –Є —В.–і. –Ф–ї—П –Њ–±—А–∞–±–Њ—В–Ї–Є –≤–љ–µ—И–љ–µ–≥–Њ –Ї–Њ–љ—В—Г—А–∞ –≤ —Б–∞–Љ–Њ–Љ –љ–∞—З–∞–ї–µ –≤—Л–±–Є—А–∞–µ–Љ –Њ–±—А–∞–±–Њ—В–Ї—Г –њ–Њ –≤–љ–µ—И–љ–µ–Љ—Г –Ї–Њ–љ—В—Г—А—Г, –њ—А–Є—Б–≤–∞–Є–≤–∞–µ–Љ –Є–Љ—П –Є –љ–∞–ґ–Є–Љ–∞–µ–Љ "—Б–µ–є—З–∞—Б". –І—В–Њ–±—Л –і–µ—В–∞–ї—М –љ–µ –≤—Л–≤–∞–ї–Є–ї–∞—Б—М –Є–Ј –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –њ–Њ –Ј–∞–≤–µ—А—И–µ–љ–Є—О –Њ–±—А–∞–±–Њ—В–Ї–Є, –≤—Л–і–µ–ї—П–µ–Љ –≤–љ–µ—И–љ–Є–є –≤–µ–Ї—В–Њ—А –Є –≤—Л–±–Є—А–∞–µ–Љ —Д—Г–љ–Ї—Ж–Є—О "—Б–Њ–Ј–і–∞–љ–Є—П –њ–µ—А–µ—Е–Њ–і–Њ–≤". –Т—Л—Б–Њ—В—Г –Є —И–Є—А–Є–љ—Г –њ–µ—А–µ—Е–Њ–і–Њ–≤ –Ј–∞–і–∞–µ–Љ 1–Љ–Љ. –≤ –њ–Њ–ї–µ "–њ–Њ—Б—В–Њ—П–љ–љ–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ" —Б—В–∞–≤–Є–Љ 3-4 —И—В. –Э–∞–ґ–Є–Љ–∞–µ–Љ —Б–Њ–Ј–і–∞—В—М –њ–µ—А–µ—Е–Њ–і—Л.
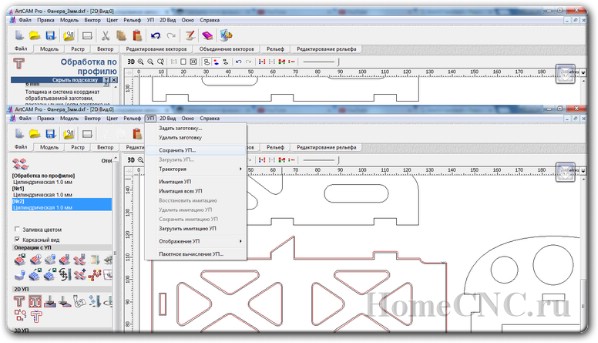
–Я–Њ –Ј–∞–≤–µ—А—И–µ–љ–Є—О –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–Њ—Е—А–∞–љ–Є—В—М "–£–Я" –≤–≤–µ—А—Е—Г –≤—Л–±–Є—А–∞–µ–Љ "–£–Я" - "–°–Њ—Е—А–∞–љ–Є—В—М –£–Я"
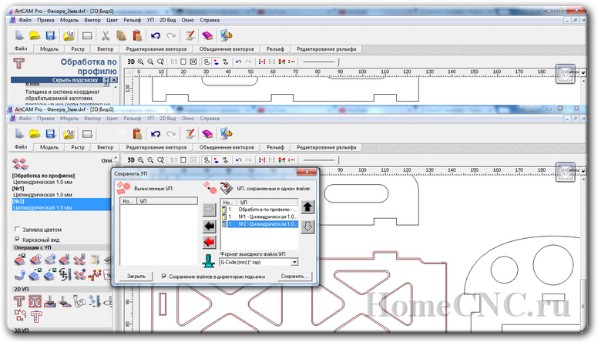
–Т –ї–µ–≤–Њ–Љ –Њ–Ї–љ–µ —Г –љ–∞—Б —Б–њ–Є—Б–Њ–Ї –≤—Б–µ—Е —Б–Њ–Ј–і–∞–љ–љ—Л—Е –љ–∞–Љ–Є –њ–Њ–і–њ—А–Њ–≥—А–∞–Љ–Љ –Њ–±—А–∞–±–Њ—В–Ї–Є. –Т –Ї–∞–Ї–Њ–є –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В–Є –Љ—Л –њ–µ—А–µ–љ–µ—Б–µ–Љ –Є—Е –≤ –њ—А–∞–≤–Њ–µ –Њ–Ї–љ–Њ –≤ —В–∞–Ї–Њ–є, –Є –±—Г–і–µ—В, –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –Њ–±—А–∞–±–Њ—В–Ї–∞. –Я–µ—А–µ–љ–Њ—Б–Є–Љ –≤—Б–µ –≤–њ—А–∞–≤–Њ –Є –љ–∞–ґ–Є–Љ–∞–µ–Љ —Б–Њ—Е—А–∞–љ–Є—В—М –Є –њ—А–Є—Б–≤–∞–Є–≤–∞–µ–Љ –љ–∞—И–µ–є –њ—А–Њ–≥—А–∞–Љ–Љ–µ –Є–Љ—П. –Т—Б–µ, –љ–∞—И–∞ –њ—А–Њ–≥—А–∞–Љ–Љ–∞ –≥–Њ—В–Њ–≤–∞ –Ї –Ј–∞–≥—А—Г–Ј–Ї–µ –≤ "mach3"
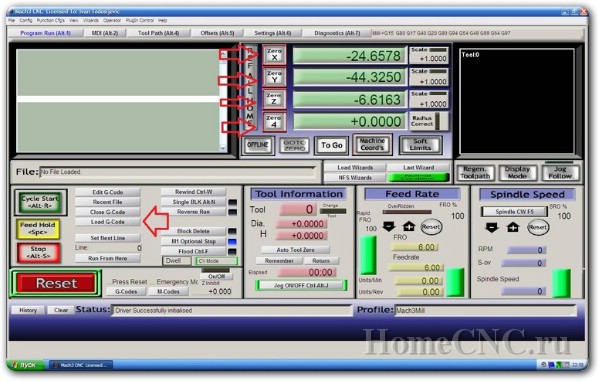
 –Я—А–Њ–≥—А–∞–Љ–Љ–∞ –і–ї—П –љ–∞—И–µ–≥–Њ —Б—В–∞–љ–Ї–∞ –≥–Њ—В–Њ–≤–∞. –Ъ—А–µ–њ–Є–Љ –љ–∞—И—Г –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –Є–Ј —Д–∞–љ–µ—А—Л. –Т–Ї–ї—О—З–∞–µ–Љ —Б—В–∞–љ–Њ–Ї, —Б—В—А–µ–ї–Ї–∞–Љ–Є –љ–∞ –Ї–ї–∞–≤–Є–∞—В—Г—А–µ –њ–µ—А–µ–Љ–µ—Й–∞–µ–Љ —И–њ–Є–љ–і–µ–ї—М –≤ –љ—Г–ї–µ–≤—Г—О —В–Њ—З–Ї—Г (—Г –љ–∞—Б —Н—В–Њ –ї–µ–≤—Л–є –љ–Є–ґ–љ–Є–є —Г–≥–Њ–ї) –Ї–љ–Њ–њ–Ї–∞–Љ–Є "PgUp" "PgDn" –Њ–њ—Г—Б–Ї–∞–µ–Љ —Д—А–µ–Ј—Г —В–∞–Ї, —З—В–Њ–±—Л –Њ–љ–∞ –Ї–Њ—Б–љ—Г–ї–∞—Б—М –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –Ч–∞—В–µ–Љ –≤ –Љ–µ–љ—О "MACH3" —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ–Љ –љ—Г–ї–µ–≤–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –≤—Б–µ–Љ –Њ—Б—П–Љ –Є –Ј–∞–≥—А—Г–ґ–∞–µ–Љ –љ–∞—И—Г –њ—А–Њ–≥—А–∞–Љ–Љ—Г –љ–∞–ґ–∞—В–Є–µ–Љ –Ї–љ–Њ–њ–Ї–Є "Load G-Code". –Я—А–Њ–≥—А–∞–Љ–Љ–∞ –і–ї—П –љ–∞—И–µ–≥–Њ —Б—В–∞–љ–Ї–∞ –≥–Њ—В–Њ–≤–∞. –Ъ—А–µ–њ–Є–Љ –љ–∞—И—Г –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –Є–Ј —Д–∞–љ–µ—А—Л. –Т–Ї–ї—О—З–∞–µ–Љ —Б—В–∞–љ–Њ–Ї, —Б—В—А–µ–ї–Ї–∞–Љ–Є –љ–∞ –Ї–ї–∞–≤–Є–∞—В—Г—А–µ –њ–µ—А–µ–Љ–µ—Й–∞–µ–Љ —И–њ–Є–љ–і–µ–ї—М –≤ –љ—Г–ї–µ–≤—Г—О —В–Њ—З–Ї—Г (—Г –љ–∞—Б —Н—В–Њ –ї–µ–≤—Л–є –љ–Є–ґ–љ–Є–є —Г–≥–Њ–ї) –Ї–љ–Њ–њ–Ї–∞–Љ–Є "PgUp" "PgDn" –Њ–њ—Г—Б–Ї–∞–µ–Љ —Д—А–µ–Ј—Г —В–∞–Ї, —З—В–Њ–±—Л –Њ–љ–∞ –Ї–Њ—Б–љ—Г–ї–∞—Б—М –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –Ч–∞—В–µ–Љ –≤ –Љ–µ–љ—О "MACH3" —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞–µ–Љ –љ—Г–ї–µ–≤–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ –≤—Б–µ–Љ –Њ—Б—П–Љ –Є –Ј–∞–≥—А—Г–ґ–∞–µ–Љ –љ–∞—И—Г –њ—А–Њ–≥—А–∞–Љ–Љ—Г –љ–∞–ґ–∞—В–Є–µ–Љ –Ї–љ–Њ–њ–Ї–Є "Load G-Code".
–Т–Ї–ї—О—З–∞–µ–Љ —И–њ–Є–љ–і–µ–ї—М, –љ–∞–ґ–Є–Љ–∞–µ–Љ –Ї–љ–Њ–њ—Г "Cycle Start" –Є –Є–і–µ–Љ –њ–Є—В—М –Ї–Њ—Д–µ.
–Х—Б—В—М –Њ–і–Є–љ –≤–∞–ґ–љ—Л–є –Љ–Њ–Љ–µ–љ—В. –§–∞–љ–µ—А–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –Ї—А–Є–≤–∞—П –Є–ї–Є –њ—А–Є —Д–Є–Ї—Б–∞—Ж–Є–Є –Ї —Б—В–Њ–ї—Г –µ–µ –Љ–Њ–ґ–µ—В —Б–ї–µ–≥–Ї–∞ –≤—Л–≥–љ—Г—В—М. –Э–∞ –±–Њ–ї—М—И–Њ–є –њ–ї–Њ—Й–∞–і–Є —Н—В–Њ—В –њ–µ—А–µ–њ–∞–і –Љ–Њ–ґ–µ—В –±—Л—В—М –і–Њ 1–Љ–Љ. –°—В–∞–љ–Њ—З–µ–Ї –љ–µ —Б–Є–ї—М–љ–Њ –Љ–Њ—Й–љ—Л–є –Є —Д—А–µ–Ј—Л —В–Њ–љ–Ї–Є–µ. –У–ї—Г–±–Є–љ–∞ –Њ–±—А–∞–±–Њ—В–Ї–Є —Г –љ–∞—Б –≤—Л—Б—В–∞–≤–ї–µ–љ–∞ 1–Љ–Љ –Ј–∞ –њ—А–Њ—Е–Њ–і, –∞ –њ—А–Є –Є–Ј–≥–Є–±–µ —Д–∞–љ–µ—А—Л –Ј–∞–≥–ї—Г–±–ї–µ–љ–Є–µ –Љ–Њ–ґ–µ—В –Њ–Ї–∞–Ј–∞—В—М—Б—П 1.5-2 –Љ–Љ. —Д—А–µ–Ј–∞ –љ–∞—З–љ–µ—В –≥–Њ—А–µ—В—М –Є–ї–Є –і–∞–ґ–µ –Љ–Њ–ґ–µ—В —Б–ї–Њ–Љ–∞—В—М—Б—П. –Я–Њ—Н—В–Њ–Љ—Г —П –њ—А–Њ–≥–Њ–љ—П—О —Д—А–µ–Ј—Г –љ–∞–і –Ј–∞–≥–Њ—В–Њ–≤–Ї–Њ–є –Є —Б–Љ–Њ—В—А—О –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ—Г—О –≤—Л—Б–Њ—В—Г –Є –њ—А–Є –Њ–±—А–∞–±–Њ—В–Ї–µ —Г—З–Є—В—Л–≤–∞—О —Н—В—Г –њ–Њ–≥—А–µ—И–љ–Њ—Б—В—М.
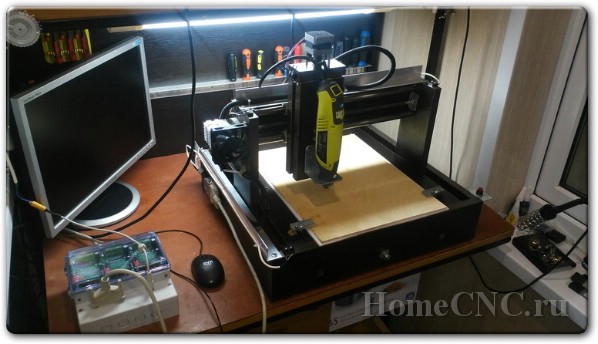
–Я–Њ—Б–ї–µ —В–Њ–≥–Њ –Ї–∞–Ї —Б—В–∞–љ–Њ–Ї –Ј–∞–Ї–Њ–љ—З–Є—В —Б–≤–Њ—О —А–∞–±–Њ—В—Г –љ–∞—Б–ї–∞–ґ–і–∞–µ–Љ—Б—П —А–µ–Ј—Г–ї—М—В–∞—В–∞–Љ–Є :)
–Я–Њ—Б–ї–µ –љ–∞—Б—В—А–Њ–є–Ї–Є —Б—В–∞–љ–Ї–∞ –Є –њ—А–Њ–±–љ—Л—Е –њ—А–Њ–≥–Њ–љ–Њ–≤ –њ—А–Є—И–ї–Њ—Б—М –≤—Л–њ–Њ–ї–љ–Є—В—М –Ј–∞–Ї–∞–Ј –ґ–µ–љ—Л, —В–∞–Ї —Б–Ї–∞–Ј–∞—В—М –Ї–Њ–Љ–њ–µ–љ—Б–∞—Ж–Є—П –Ј–∞ —И—Г–Љ –Є –њ—Л–ї—М)) –°–Њ–±—Б—В–≤–µ–љ–љ–Њ –≤–Њ—В —В–∞–Ї–∞—П —А–∞–Љ–Ї–∞ –і–ї—П –і–µ—В—Б–Ї–Њ–є —Д–Њ—В–Њ–≥—А–∞—Д–Є–Є –Љ–Њ–µ–є –і–Њ—З–µ—А–Є.

–Э–∞ –њ–Њ—Б–ї–µ–і–Њ–Ї –љ–µ–±–Њ–ї—М—И–Њ–µ –≤–Є–і–µ–Њ —А–∞–±–Њ—В—Л —Б—В–∞–љ–Ї–∞.
–°–њ–∞—Б–Є–±–Њ –≤—Б–µ–Љ –Ј–∞ –≤–љ–Є–Љ–∞–љ–Є–µ, —П –љ–∞–і–µ—О—Б—М —Н—В–∞ —Б—В–∞—В—М—П –њ–Њ–Љ–Њ–ґ–µ—В –љ–Њ–≤–Є—З–Ї–∞–Љ, –≤–і–Њ—Е–љ–∞–≤–Є—В –Є—Е –Є –њ–Њ–Љ–Њ–ґ–µ—В —В–≤–Њ—А—З–µ—Б–Ї–Є —А–∞–Ј–≤–Є–≤–∞—В—М—Б—П.
|